
- Druhy nití
- Druhy výčapu
- Tipy na výrobu dielov
- Iné druhy spracovania
- Ako skontrolovať správnu funkciu
 V súčasnosti sa závitové spojenia nachádzajú takmer všade: v technických zariadeniach aj vo veľkom počte domácich potrieb. Hlavným nástrojom na výrobu takýchto zlúčenín je kohútik. Na závitovanie sa používa na rýchle a ľahké zhotovenie presného a kvalitného obrábania na vnútornej rovine otvoru.
V súčasnosti sa závitové spojenia nachádzajú takmer všade: v technických zariadeniach aj vo veľkom počte domácich potrieb. Hlavným nástrojom na výrobu takýchto zlúčenín je kohútik. Na závitovanie sa používa na rýchle a ľahké zhotovenie presného a kvalitného obrábania na vnútornej rovine otvoru.
Druhy nití
Dizajn nástroja sa časom stal premyslenejším a dnes vám umožňuje vytvoriť jasný vnútorný závit.
Typy vlákien sú určené nasledujúcimi parametrami: účel, typ profilu, veľkosť kroku, smer (vpravo, vľavo), systém merania (metrický, palcový, rúrkový), umiestnenie na dielci (vnútorný, vonkajší), povaha povrchu, počet návštev.
Zamýšľaná klasifikácia
V modernom priemysle existujú rôzne typy kohútikov, ktoré sa navzájom líšia v dizajne a funkčnosti. Podľa označenia môžu kohútiky patriť do jedného z nasledujúcich typov:
 Ručné kohútiky sú jedno-, dvoj- a trojmiestne. Počet kohútikov v súprave je označený počtom kruhových vzorov na stopke. Pri spracovaní výrobkov vyrobených zo zvlášť tvrdých zliatin môže takáto súprava dosiahnuť päť kusov. Pracovný priemer takého nástroja zahrnutého v súprave sa líši.
Ručné kohútiky sú jedno-, dvoj- a trojmiestne. Počet kohútikov v súprave je označený počtom kruhových vzorov na stopke. Pri spracovaní výrobkov vyrobených zo zvlášť tvrdých zliatin môže takáto súprava dosiahnuť päť kusov. Pracovný priemer takého nástroja zahrnutého v súprave sa líši.- Strojné závitníky sú navrhnuté tak, aby rezali slepé aj závity. Pre dobré oddelenie triesok a pre prerušené otvory použite nástroj so skrutkovými drážkami: doľava - pre priechod, vpravo - pre slepé otvory s pravotočivým závitom. Používajú sa na sústružníckych, vŕtacích, modulárnych a iných strojoch.
- Na vytvorenie závitu v priechodných dierach použite maticové kohútiky bez prevrátenia navlečením nasekaných matíc na rovnú alebo zakrivenú stopku nástroja. Závitníky s týmto dizajnovým prvkom sa používajú na obrábacích strojoch na orechy, kde rezajú orechy v súvislom cykle. Spravidla pracujú bez núteného podania.
 Bodové kohútiky . Určené na predbežné rezanie okrúhlych matríc pred vŕtaním otvorov na triesky. Vstupná časť je zúžená v celom profile.
Bodové kohútiky . Určené na predbežné rezanie okrúhlych matríc pred vŕtaním otvorov na triesky. Vstupná časť je zúžená v celom profile.- Močovodné kohútiky . Určené na kalibrovanie závitov okrúhlych matríc po vŕtaní otvorov pre triesky. Vstupná časť má kužeľovitý tvar po celom profile a kalibrujúca časť je valcová.
- Kombinované kohútiky . Navrhnuté na vykonávanie viacerých pohybov pri spracovaní. Vŕtanie otvoru a navliekanie cez priechodné otvory bez vynútenia je možné, ak sa nástroj na zavŕtanie uvedie do prevádzky potom, ako vrták opustí otvor.
Navliekanie ľahkých kovov sa vykonáva pomocou obrábacích strojov definovaných podľa noriem GOST, pre ktoré sú závity na meracej časti rozmiestnené. S ľavými drážkami - pre pravé otvory a pre slepé otvory - pravé otvory.
U ocelí odolných voči korózii a žiaruvzdorných ocelí sa rezanie závitov vykonáva špeciálnymi nástrojmi (GOST 17927–72 *).
Rezanie titánu a jeho zliatin
Vyvarujte sa rezania otvorov slepých a dlhých nití, aby nedošlo k rozbitiu pracovného nástroja. Proces závitovania je uľahčený zväčšením priemeru otvoru pre závitový prvok. V tvrdých materiáloch a kalených oceliach sa rezanie závitov vykonáva aj pomocou karbidových nástrojov. Použite metódy rezania vibrácií závitového prvku.
Dôležité parametre
V závislosti od požadovaných charakteristík, presnosti, prípustnej drsnosti povrchu obrobku, konfigurácie dielca a účelu závitového prvku, vyberte spôsob výroby dielca. Výrazne ovplyvňuje tento proces a vyrobiteľnosť konštrukcie závitových častí.
Druhy výčapu
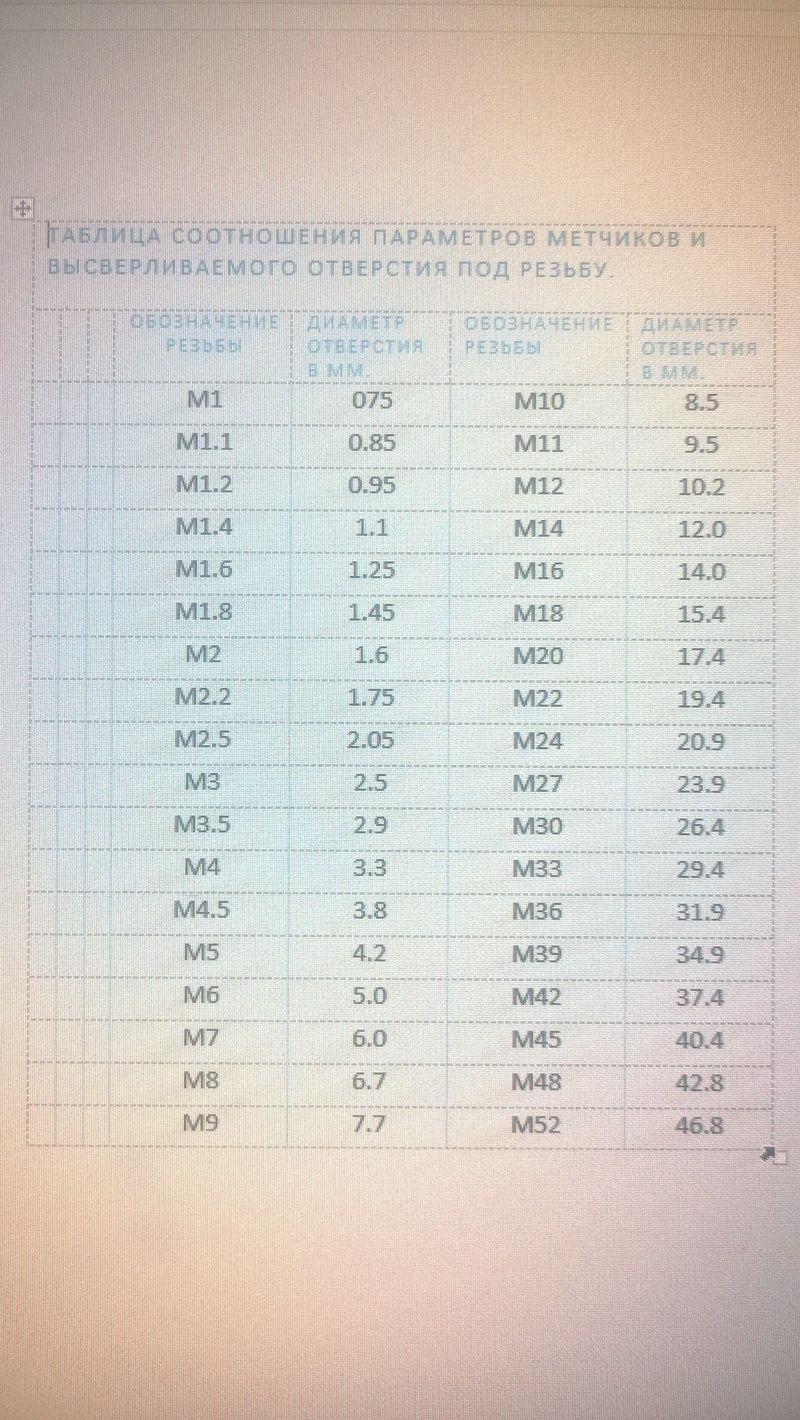
Metrický typ krájania. Vyrezaný prvok takejto nite má tvar rovnoramenného trojuholníka, celá hodnota sa meria v milimetroch, takéto odbočky sú označené písmenom (M). Na výber správneho nástroja počas rezania sa používa špeciálna referenčná tabuľka odbočiek.
Výčapný stôl:
Palcová pracovná časť nástroja má kónický tvar. Priemer takého nástroja sa meria v palcoch a rozstup je počet závitov na palec.
Pipe. Valcové a kónické kohútiky sa používajú na závitové spoje rúr.
Tipy na výrobu dielov
Pri rezaní vonkajšieho prvku so závitom je dôležité dodržiavať bezpečnostné opatrenia. Taktiež je potrebné riadiť sa nasledujúcimi odporúčaniami:
- Pred rezaním vonkajšieho závitového prvku obrobku na tyč je potrebné skosiť, matricu namontovať presne bez deformácií a obrobok namazať olejom.
- V prípade, že je tyč zakrivená, môžete odstrániť chybnú časť zliatiny a začať znova závitovať.
- Ak je otvor obrobený kohútikom, potom musí byť vyvŕtaný kolmo na rovinu dielu, skosenie musí byť odstránené a hrubý kohútik namazaný olejom.
- Pri výbere kohútikov je lepšie venovať pozornosť označeniu nástroja a rozhodnúť sa pre výrobky vyrobené z vysokorýchlostnej ocele. Takáto oceľ je odolnejšia a nie je náchylná na poruchy.
- Ak sa nástroj na rezanie vnútorných závitov zlomil, musíte ho použiť na jeho odstránenie z obrobku pomocou špeciálneho nástroja.
Iné druhy spracovania
Na rezanie nožov na sústruhoch vonkajšej aj vnútornej roviny sa používajú rôzne karbidové vložky alebo malý nástroj, ktorý pripomína tvar vrtného nástroja. Nástroje s jedným vláknom produkujú viacstupňové spracovanie profilu. Závitové nože sú prizmatické, lamelové, tyčové, s mechanickým upevnením karbidových dosiek.

Nástroj je nainštalovaný v strede rezaného dielu. Takéto spracovanie sa uskutočňuje na viacosých strojoch alebo na valcovacích strojoch. Je možné použiť vložky z jedného alebo viacerých zubov z karbidu.
Použitie vymeniteľných karbidových doštičiek pri závitovaní na sústruhoch umožňuje spracovať otvory s priemerom 6 mm alebo väčším. Strojné závitovanie je vhodné pre mnoho materiálov s tvrdosťou do 50 HRC.
Nožové frézy
Ďalším spôsobom rezania vnútorných aj vonkajších závitov sú frézy na CNC strojoch, ktoré držia špirálovú interpoláciu. Používa sa v takom nástroji na rezanie závitov, ako sú celé frézy z tvrdokovu, takže vymeniteľné karbidové vložky. Existujú viacúčelové, jednosmerné, kotúčové a hrebeňové frézy na rezanie závitov. Pri obrábaní obrobku sa uprednostňujú viacúčelové frézy. Ich rozsah je pomerne rozsiahly, pretože sú schopné spracovávať materiál s pevnosťou do 65 HRC a umožňujú spracovanie širokého spektra materiálov.
Tieto frézy majú širokú škálu použitia a ich priemer začína najmenšími (od 1, 5 mm) a končí najväčšími rozmermi. Použitie tohto nástroja má mnoho výhod. Rovnaká fréza sa dá použiť na diery rôznych priemerov pomocou jediného stúpania závitu.
Použitie brúsnych materiálov
Metóda spracovania nite s brúsnymi nástrojmi sa výrazne líši od predchádzajúcich a dáva vysokú pravdepodobnosť rezania vysoko presného vnútorného závitu. Je to vysoko kvalifikované riešenie pre výrobu veľkého počtu dielov, ktoré majú nízku toleranciu nepresnosti od požadovaných parametrov. Jeden taký stroj môže brúsiť širokú škálu vnútorných variantov závitových prvkov. Medzi prvky, ktoré sa vyrábajú vnútorným brúsením, patria závitové meradlá, matice pre obyčajné a guľôčkové prevody.

Rezanie závitov brúsením sa vykonáva na strojoch určených pre tieto procesy, ktoré majú hlavné vlastnosti: tuhosť zariadenia, stabilná teplota, presnosť pohybu pozdĺž súradnicových osí, schopnosť vykonávať presné cykly pohybu a prítomnosť špeciálnych presných vretien so snímačmi na reguláciu teploty.
Proces ryhovania
Na kovoobrábanie otvorov až do hĺbky štyroch kalibrov sa používajú závitníky. Ich princípom činnosti je deformácia materiálu, zatiaľ čo trieska sa nevytvára a neexistuje pravdepodobnosť jej zaseknutia. Nevýhodou tohto spracovania je obmedzená tuhosť prírezu až do 40 HRC, pretože taký spôsob závitovania umožňuje deformáciu použitého materiálu, ktorý musí byť tvárný, s nízkym koeficientom ťahu.

Takýto nástroj má väčšiu tuhosť, v dôsledku čoho sa prakticky nezlomí. Vrúbkovaná niť je najsilnejšia, pretože hrubá zliatina je stlačená a stáva sa jednotnejšou. Nevýhodou tohto typu odbočiek je požiadavka na najväčší krútiaci moment a väčší výkon zo stroja. Obmedzenie spočíva v tom, že otvor by mal byť vyvŕtaný presnejšie ako pri závitovaní.
V niektorých odvetviach sa ryhované časti nepoužívajú kvôli ohnutiu vnútorného priemeru závitu.
Ako skontrolovať správnu funkciu
Na overenie správnosti, a čo je najdôležitejšie, kvality vykonanej práce, existujú špeciálne nástroje - kalibre. Na takomto nástroji sa musia uviesť tieto informácie:
- Parametre tolerancie;
- Vymenovanie PK;
- LH šifra na náradie s ľavým závitom.
Existujú kalibre
- Prsteň.
- Cork.
- Držiak.
Predtým, ako začnete tieto metódy používať, mali by ste dôkladne preštudovať procesy, zvoliť, čo je vhodné a prísne dodržiavať všetky pravidlá spracovania. Nezabúdajte na bezpečnostné opatrenia, iba v takom prípade bude výsledok kvalitný a presný.