
- Roll tvárniacich strojov
- Roll tvárniacich strojov
- Jemnosti výroby jednotky
- Výber tvaru pracovnej plochy valca
 Profilegib je stroj na ohýbanie profilu a rúr do daného uhla. Zariadenie ohýba roh, tričko, lúč I, kanál. Na prácu s rôznymi druhmi valcovaných výrobkov sa používajú valce s povrchom pripomínajúcim profilový profil, ohýbanie rúrok sa vykonáva na jednoducho vyzerajúcich šachtách. Ohybová sila je zabezpečená pomocou hydraulickej svorky, zatiaľ čo kov je zdeformovaný. Elektrické továrenské stroje sú schopné vyvinúť tlak na profil asi 8 ton alebo viac.
Profilegib je stroj na ohýbanie profilu a rúr do daného uhla. Zariadenie ohýba roh, tričko, lúč I, kanál. Na prácu s rôznymi druhmi valcovaných výrobkov sa používajú valce s povrchom pripomínajúcim profilový profil, ohýbanie rúrok sa vykonáva na jednoducho vyzerajúcich šachtách. Ohybová sila je zabezpečená pomocou hydraulickej svorky, zatiaľ čo kov je zdeformovaný. Elektrické továrenské stroje sú schopné vyvinúť tlak na profil asi 8 ton alebo viac.
Roll tvárniacich strojov
 Na prevádzku strojov sa používa princíp deformácie za studena, existujú však dva typy jednotiek, ktoré sa líšia v smere pôsobenia sily. Schémy sa líšia v schémach dizajnu, zvláštnosti umiestnenia hriadeľov (pohyblivých a staticky nepohyblivých) a pohonu, ale pracujú s rovnakou účinnosťou.
Na prevádzku strojov sa používa princíp deformácie za studena, existujú však dva typy jednotiek, ktoré sa líšia v smere pôsobenia sily. Schémy sa líšia v schémach dizajnu, zvláštnosti umiestnenia hriadeľov (pohyblivých a staticky nepohyblivých) a pohonu, ale pracujú s rovnakou účinnosťou.
V prvom prípade sa zvierací valec pohybuje v smere zhora, čo je bežná schéma používaná v ohýbačoch rúrok a strojoch na ohýbanie profilov. Ak hriadeľ tlačí obrobok zdola, je to druhý variant pôsobenia deformačnej sily. Bočné valce sú nehybné, pohybuje sa iba centrálny hriadeľ, princíp sa používa v jednotkách s hydraulikou.
Roll tvárniacich strojov
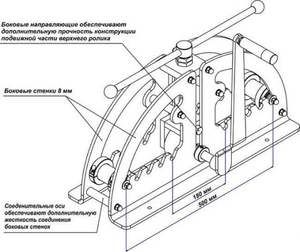
 Napriek zjavnej zložitosti jednotky si môžete strojom na tvarovanie kotúčov vyrobiť vlastnými rukami. Výkresy sa vykonávajú nezávisle alebo sa vyberajú z internetu, zatiaľ čo schematický obraz sa veľmi nehodí, vyžaduje sa podrobný obraz prvkov s presnými rozmermi. Domáce jednotky sa zvyčajne vyrábajú tak, aby pracovali s profilom až do priemeru 50 - 60 mm.
Napriek zjavnej zložitosti jednotky si môžete strojom na tvarovanie kotúčov vyrobiť vlastnými rukami. Výkresy sa vykonávajú nezávisle alebo sa vyberajú z internetu, zatiaľ čo schematický obraz sa veľmi nehodí, vyžaduje sa podrobný obraz prvkov s presnými rozmermi. Domáce jednotky sa zvyčajne vyrábajú tak, aby pracovali s profilom až do priemeru 50 - 60 mm.
Príprava materiálov a jednotiek
Na výrobu stroja budete potrebovať prvky:
- ložiskové jednotky s vtlačenými valčekmi;
- kovový kanál vysoký 80 cm;
- tri oceľové hriadele s priemerom každý 8 cm;
- reťaz bicyklov kolies alebo si môžete zobrať reťaz zo zariadenia „Zhiguli“;
- oceľový pás, jeho hrúbka by nemala byť menšia ako 5 až 6 mm;
- Skrutky M20, nie kratšie ako 6 cm, zodpovedajúce im;
- kovové kovanie s hladkým povrchom s priemerom 12 mm.
Na vytvorenie polotovarov pre lôžko sa z kanála odrežú dve priečne časti dlhé 20 cm a dva pozdĺžne kusy po 70 cm a na pozdĺžnych polotovaroch sú konce skosené na 70 °.
Počiatočná fáza práce
 Presné miesto montáže ložísk určíte ich nanesením na vrch dvoch pozdĺžnych častí lôžka a označením skrutiek. Pracovať na kovovom povrchu pomocou jadra. Ložiskové zostavy sa odložia bokom a otvory na vŕtanie sa vyvŕtajú do častí rámu pomocou elektrickej vŕtačky a vŕtačky s priemerom 20 mm do kovu.
Presné miesto montáže ložísk určíte ich nanesením na vrch dvoch pozdĺžnych častí lôžka a označením skrutiek. Pracovať na kovovom povrchu pomocou jadra. Ložiskové zostavy sa odložia bokom a otvory na vŕtanie sa vyvŕtajú do častí rámu pomocou elektrickej vŕtačky a vŕtačky s priemerom 20 mm do kovu.
Bočné príchytky pre hriadeľ sú vyrobené z kanála, sú vyrobené na mieste vzhľadom na priemer hriadeľa vybraného pre stroj. Aby ste prešli hriadeľom, vyvŕtajú sa v upevňovacích prvkoch otvory. Aby sa zabránilo veľkému úsiliu počas prevádzky, aby hriadeľ zmenil svoju polohu, sú okraje otvoru vystužené oceľovými pásmi, celková hrúbka prefabrikovanej steny v medzere otvoru je najmenej 1 cm.
Upínacia jednotka je vytvorená z vopred pripraveného kanálového kusu s dĺžkou rovnajúcou sa šírke drieku, konce obrobku sú skosené pod 45 °. Kostra drieku je vyrobená v tvare U, používajú sa dva bočné kusy kanála a priečny polotovar. Zo zvyškov kovového profilu sa získajú ďalšie dva polotovary s dĺžkou 50 cm, ktoré slúžia na usmernenie pohybu hriadeľa.
Nasledujúca etapa výroby
 Dva kusy sú vyrezané z kovového pruhu, ich dĺžka je vypočítaná tak, aby sa voľne zmestili do vnútornej časti kanála - budú to upevňovacie prvky pre skrutkové spoje. Aby ste zaistili priechod skrutiek, vyvŕtajte otvory v doštičkách, umiestnite ich 1 cm od okraja. Hotové upevňovacie prvky sa umiestnia do dutiny kanála a zvárajú sa.
Dva kusy sú vyrezané z kovového pruhu, ich dĺžka je vypočítaná tak, aby sa voľne zmestili do vnútornej časti kanála - budú to upevňovacie prvky pre skrutkové spoje. Aby ste zaistili priechod skrutiek, vyvŕtajte otvory v doštičkách, umiestnite ich 1 cm od okraja. Hotové upevňovacie prvky sa umiestnia do dutiny kanála a zvárajú sa.
Do hotovej konštrukcie lôžka sa vloží hriadeľ, potom sa zváraním spoja pozdĺžne a priečne obrobky. Zvislé vodiace koľajnice z kanála sú pripevnené k hotovému lôžku tak, aby sa svorková zostava mohla pohybovať pozdĺž nich.
 Upínacia stredová skrutka bude umiestnená v diere s priemerom 22 mm, otvor je vyvŕtaný tak, aby sa v nej voľne pohyboval, ale nemohol vypadnúť. Na dosiahnutie tohto cieľa sa na konci skrutky privaria malé zastavovacie impulzy.
Upínacia stredová skrutka bude umiestnená v diere s priemerom 22 mm, otvor je vyvŕtaný tak, aby sa v nej voľne pohyboval, ale nemohol vypadnúť. Na dosiahnutie tohto cieľa sa na konci skrutky privaria malé zastavovacie impulzy.
Vodiace lišty pre pohyb vozíka budú umiestnené na priečnom nosníku, pre ktorý sú z kanála odobraté dva prírezy, ich veľkosť je určená vzdialenosťou medzi jazdcami. V tele jazdcov sú vytvorené dva otvory, ktoré sú vyznačené tak, že sa zhodujú s otvormi, ktoré sú k dispozícii v jazdcoch. Pre stredovú maticu, na ktorej je matica privarená, je vytvorený priechodný otvor .
 Ak chcete priečku upevniť hore, použite dva skrutky, ktoré ňou prechádzajú. Na spoľahlivú montáž použite gravírovacie podložky. Ložiskové jednotky sú upevnené skrutkami, prechádzajúcimi cez príslušné otvory, na utiahnutie sa používajú gravírovacie podložky. Hriadele umiestnené na ložiskových sústavách sú umiestnené na vrchnej časti konštrukcie rámu.
Ak chcete priečku upevniť hore, použite dva skrutky, ktoré ňou prechádzajú. Na spoľahlivú montáž použite gravírovacie podložky. Ložiskové jednotky sú upevnené skrutkami, prechádzajúcimi cez príslušné otvory, na utiahnutie sa používajú gravírovacie podložky. Hriadele umiestnené na ložiskových sústavách sú umiestnené na vrchnej časti konštrukcie rámu.
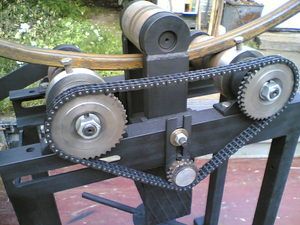
Po vykonaní práce spoja ozubené kolesá s nábojmi zváraním, preto je posledná časť privarená pod reťaz. Hriadeľ vretena a náboj musia mať rovnaký priemer. Na zaistenie spoľahlivého spojenia je vyčnievajúca drážka uložená na náboji a v telese hriadeľa je prepichnutá priečna drážka. Najčastejšie je ozubené koleso jednoducho privarené k hriadeľu, potom nasadené na vretená a utiahnuté jednoduchou maticou a poistnou maticou.
Posledná fáza
 V strede vertikálneho vodiaceho kanála pod spodnou časťou brány je privarená os, aby sa zabezpečila samotná brána, umiestnite ju zo strany, kde sú umiestnené ozubené kolesá . Pred zváraním skontrolujte pomer osi a vodiacich líšt tak, aby sa v prípade potreby mohla reťaz odstrániť alebo hodiť, ale v pracovnej polohe bola napnutá.
V strede vertikálneho vodiaceho kanála pod spodnou časťou brány je privarená os, aby sa zabezpečila samotná brána, umiestnite ju zo strany, kde sú umiestnené ozubené kolesá . Pred zváraním skontrolujte pomer osi a vodiacich líšt tak, aby sa v prípade potreby mohla reťaz odstrániť alebo hodiť, ale v pracovnej polohe bola napnutá.
Na výrobu štandardnej brány sa používa časť oceľového pruhu, jej dĺžka je 50 cm a na jeden koniec obrobku sa privarí kus tyče, ktorý bude pôsobiť ako rukoväť. Na druhom konci je pás privarený k náboju, pričom priemer poslednej časti je rovnaký ako vnútorný priemer pripravených ozubených kolies.
Ozubené koleso, ktoré je určené na to, aby ním prešlo reťazou, sa pritláča na náboj rukoväte, práca sa vykonáva pomocou zveráka. Aby bol proces rýchlejší a pohodlnejší, zariadenie sa zahrieva na vysokú teplotu (najmenej 120 ° C). Za týchto podmienok sa montážny otvor zväčší a zatlačenie sa uľahčí, najmä pretože ochladenie zúži otvor, ozubené koleso sa nedá odstrániť.
Na výrobu zostavy svoriek sa zvyšok výstuže odoberie a navlečí do otvoru na okraji čapu; Pred nasadením reťaze na tri pracovné ozubené kolesá je náboj namontovaný na osi vopred zosilnenej a dotiahnutej hlavnou a poistnou maticou. Výsledkom je spoľahlivá prevodovka, ktorá prenáša rotačný pohyb.
Záverečná fáza spočíva v maľovaní postele a všetkých stacionárnych prvkov jednotky, aby sa zabránilo šíreniu korózneho procesu na kovových častiach. Pohybujúce sa a rotujúce jednotky a súčasti sa nenatierajú a tiež časti, ktoré sa o seba trú, nemôžu byť natierané.
Jemnosti výroby jednotky
Počiatočnou požiadavkou je príprava výkresov. Na internete si môžete stiahnuť manuálne schémy ohýbania profilov. Kresby od domácich majstrov sa budú musieť prepracovať, pretože všetky navrhované schémy nemôžu zodpovedať viacerým typom profilov a výpožičiek.
Napriek jednoduchosti montáže je potrebné zaistiť správne usporiadanie všetkých prvkov tak, aby sa pri ohromnom zaťažení počas ohýbania časti nevyvolávali. Nesprávne usporiadanie hriadeľov a vedení pre pohyb vozíka povedie k roztrhnutiu profilu počas prevádzky alebo k získaniu nesprávneho (uhlového, zošikmeného) polomeru, materiál bude poškodený.
Výkresy sa čerpajú z internetu iba vtedy, ak sa tvar profilu zhoduje, čo je v praxi veľmi zriedkavé. Môžete použiť iba usporiadanie postele a umiestnenie upínacieho zariadenia, náboje s ozubenými kolesami a kľuky otáčania. Výkres možno považovať za vhodný na výrobu ohýbacieho stroja pre tento stroj iba v špecifickom prípade:
- ak počas vypracovania výkresu nedošlo k žiadnym technickým chybám, túto stranu môže určiť iba odborník, preto by ste sa mali poradiť so skúseným mechanikom;
- podrobne je opísaný postup montáže a sú k dispozícii všetky označenia a rozmery pre prácu, okrem hlavného výkresu sú k dispozícii podrobné schémy, ktoré ukazujú relatívnu polohu pracovných a pomocných prvkov, upevňovacích prvkov;
- materiály a časti sa používajú pri stavbe, ktorých získanie nie je ťažké.
Majster spravidla kreslí sám, zatiaľ čo základom sú hotové schémy a prispôsobuje ich vlastným potrebám. Pri navrhovaní sa pozornosť venuje niektorým nuanciám:
- obrysy oporných plôch valčekov sa volia nielen s prihliadnutím na prierez profilu, ale aj na jeho tvar a konfiguráciu, niekedy je takáto práca obtiažna;
- berie do úvahy, ktorá strana profilu sa bude ohýbať, napríklad rohová polica bude mimo oblúka alebo vo vnútri.
Je potrebné vziať do úvahy konfiguráciu nájomného za účelom získania kvalitatívne zakriveného profilu po prejdení profilu pozdĺž valčekov bez stlačenia jeho pozdĺžnych výstupkov. To je zvlášť dôležité pre výrobky veľkého prierezu, bez starostlivého výberu povrchu valcov sa profil stane nepoužiteľným a bude ťažké ho použiť na určený účel.
Výber tvaru pracovnej plochy valca
Malé časti, napríklad tenká rúrka alebo štvorec, sa dobre ohýbajú bez zložitých povrchov, nosná strana valcov je rovná a rovná. Zvyšok prenájmu si vyžaduje také riešenia, podľa ktorých sú niektoré riešenia definované a štandardizované:
- Na ohýbanie rúrok pravouhlého alebo štvorcového prierezu je bočná plocha valčekov brúsená vo forme plochého povrchu s pravouhlými stranami na okrajoch. Takáto konštrukcia je potrebná, aby profil s vonkajšími rozmermi pevne zapadol do vytvorenej dutiny. Strana recipročného valca je vyrobená tak, aby zodpovedala vnútornej veľkosti vzdialenosti medzi stranami nosného valca. Jeho povrch pevne vstupuje medzi ne a udržuje profil pred roztrhnutím.
- Oválne alebo kruhové vystuženie alebo tyč sa úspešne ohýba na valcoch s ryhovanou drážkou na bočnom povrchu požadovaného úseku.
- Ak potrebujete ohnúť roh na vonkajšej rovine (hotový oblúk má na vonkajšej strane vnútornú rohovú časť), potom sa obrys ohýbacieho valca vyrovná, ale oporná doska sa spustí pozdĺž okraja. Otočný hriadeľ je na strane rovný, na stroji je vybraná pracovná poloha valcov tak, aby medzera medzi nimi bola rovnaká ako hrúbka rohovej police.
- Ohýbanie rohu na vnútornom povrchu vyžaduje pridržiavaciu lištu na protiľahlom hriadeli a hlavný valec je vyrobený s rovným povrchom.
- Kanál je ohnutý podobne ako roh, iba oporné strany sú umiestnené na oboch stranách nosníka alebo vratného hriadeľa. Závisí to od toho, ktorá strana hotového oblúka bude umiestnená.
- Na ohýbanie lúča I sú povrchy vratného a oporného valca vyrobené rovnomerne a rovnako veľké ako vnútorná vzdialenosť medzi prírubami lúča I. Konce hriadeľov prechádzajú do dutiny medzi policami výpožičky a bránia možnej deformácii.
- Niekedy je potrebné ohnúť kanál alebo lúč cez police. V tomto prípade je potrebné vyrobiť komplexný povrch recipročného a hlavného hriadeľa, na ktorom je umiestnená prídržná doska na oboch stranách.
Nie je možné vybaviť stroj na ohýbanie profilov, ktorý bude univerzálny pre prácu s akýmkoľvek profilom. Ideálnym riešením je vyzdvihnúť sady odnímateľných valčekov, ktoré sa uložia pri každej vhodnej príležitosti, a v prípade potreby ich upevniť pomocou skrutkového spojenia. Tieto vlastnosti sa počítajú vo fáze návrhu a sú uvedené na výkresoch.
,