
 Pri inštalácii elektrického vedenia sa osobitná pozornosť venuje elektrickým kontaktom, pretože od toho závisí kvalita a spoľahlivosť celej elektrickej siete ako celku. Neoddeliteľnou súčasťou týchto kontaktov je spojenie vodičov. Na tento účel sa používajú moderné technológie aj staré metódy. Každá metóda má svoje výhody a nevýhody. Aký typ krútených drôtov sa používa, je vybraný z podmienok a možností.
Pri inštalácii elektrického vedenia sa osobitná pozornosť venuje elektrickým kontaktom, pretože od toho závisí kvalita a spoľahlivosť celej elektrickej siete ako celku. Neoddeliteľnou súčasťou týchto kontaktov je spojenie vodičov. Na tento účel sa používajú moderné technológie aj staré metódy. Každá metóda má svoje výhody a nevýhody. Aký typ krútených drôtov sa používa, je vybraný z podmienok a možností.
Požiadavky na zákruty
Krútenie drôtov dohromady je najobľúbenejší a najjednoduchší spôsob, ale zároveň najspoľahlivejší. Aby sme pochopili, ako správne krútiť vodiče, je potrebné si predstaviť, aké procesy môžu prebiehať na križovatke. V priebehu času sa v dôsledku vystavenia teplote svorka uvoľní. Je to kvôli lineárnemu rozšíreniu vodiča počas priechodu veľkého množstva prúdu. Kontakt na križovatke je oslabený, jeho odpor sa zvyšuje, respektíve sa krútiaci bod zahrieva. Vodiče sú oxidované a prehriate, kontakt zmizne alebo nastane porucha izolácie, ktorá je plná skratu a požiaru.
 Požiadavky na skrúcanie vodičov sa riadia pravidlami pre inštaláciu elektrického zariadenia (PUE). Základným pravidlom každého spôsobu pripojenia vodičov je zabezpečiť kontakt bez ďalšieho odporu. To znamená, že táto hodnota namiesto krútenia by nemala prekročiť minimálnu hodnotu odporu samotných drôtov. To platí pre požiadavky na mechanickú pevnosť, kontaktný bod by nemal byť menej odolný ako hodnota pevnosti samotných drôtov.
Požiadavky na skrúcanie vodičov sa riadia pravidlami pre inštaláciu elektrického zariadenia (PUE). Základným pravidlom každého spôsobu pripojenia vodičov je zabezpečiť kontakt bez ďalšieho odporu. To znamená, že táto hodnota namiesto krútenia by nemala prekročiť minimálnu hodnotu odporu samotných drôtov. To platí pre požiadavky na mechanickú pevnosť, kontaktný bod by nemal byť menej odolný ako hodnota pevnosti samotných drôtov.
Preto podľa PUE sú zakázané jednoducho vyrábané spoje vo forme skrútenia počas inštalácie elektrického vedenia. Po krútení sú potrebné ďalšie operácie na zvýšenie jeho spoľahlivosti. Môže to byť spájkovanie, zváranie, krimpovanie, mechanické upínanie.
Je dôležité si uvedomiť, že skrútenie je možné iba vtedy, ak sú spojené vodiče vyrobené z rovnakého materiálu. Inak sa chemická zlúčenina vytvorí v dôsledku oxidácie, ktorá rýchlo ničí zákruty.
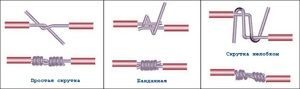
Existujú rôzne typy zvratov:
- paralelný jednoduchý;
- konzistentné jednoduché;
- rovnobežná drážka;
- sériová drážka;
- bandáž.
 Pred začatím pripojenia musíte pripraviť vodiče. Aby ste to urobili, musíte odstrániť izoláciu v dĺžke najmenej 50 mm, vyčistiť holý drôt jemným šmirglom a až potom sa krútiť. Paralelné spojenie sa používa vtedy, keď je potrebné spojiť konce vodičov dohromady, napríklad v rozvodných skriniach. Sekvenčné skrútenie počas vykonávania vetvy.
Pred začatím pripojenia musíte pripraviť vodiče. Aby ste to urobili, musíte odstrániť izoláciu v dĺžke najmenej 50 mm, vyčistiť holý drôt jemným šmirglom a až potom sa krútiť. Paralelné spojenie sa používa vtedy, keď je potrebné spojiť konce vodičov dohromady, napríklad v rozvodných skriniach. Sekvenčné skrútenie počas vykonávania vetvy.
Metóda paralelného pripojenia
Paralelné pripojenie je jednoduchá operácia, ktorá predpokladá spôsob, pri ktorom sa dva vodiče odizolované na rovnakú dĺžku aplikujú paralelne na seba. Holé konce sa ďalej pretínajú tak, že sa okraje navzájom dotýkajú. Potom sa otáčaním otáčajú. Je potrebné točiť v jednom smere, v ktorom smere - nezáleží.
Izolované časti vodičov sa nesmú krútiť. Najskôr vodiči otočia ruky, vytvoria smer a potom sú skrútené kliešťami. Súčasne sa konce drôtov vyberú kliešťami, aby sa dosiahla rovnomernosť zákrutu. Metóda „rovnobežná s drážkou“ znamená, že jedno jadro je pri skrútení nepohyblivé a druhé opletenie. Na tento účel, počnúc od konca izolácie, sa uskutočnia tri až štyri zákruty okolo druhej pomocou jedného vodiča. Prvá s tesným dotykom je položená rovnobežne s druhou a na konci opäť vykonávame tri až štyri zákruty.
Opis postupnej metódy
 Sériové jednoduché pripojenie sa vykonáva iným spôsobom. Odizolované konce drôtov nie sú navzájom spojené, ale sú usporiadané v opačnom smere s presahom. Stred odizolovaných žíl sa aplikuje jeden na druhého a potom sa splieta v jednom smere av druhom. V tomto prípade je potrebné, aby odizolované drôty nespadli na izoláciu protiľahlého drôtu. Pri krútení drážkou je každé jadro opletené druhým koncom iba na koncoch izolácie av strede prechádza tesným dotykom.
Sériové jednoduché pripojenie sa vykonáva iným spôsobom. Odizolované konce drôtov nie sú navzájom spojené, ale sú usporiadané v opačnom smere s presahom. Stred odizolovaných žíl sa aplikuje jeden na druhého a potom sa splieta v jednom smere av druhom. V tomto prípade je potrebné, aby odizolované drôty nespadli na izoláciu protiľahlého drôtu. Pri krútení drážkou je každé jadro opletené druhým koncom iba na koncoch izolácie av strede prechádza tesným dotykom.
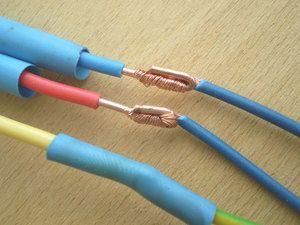
Krútenie kábla
Vykonáva sa paralelne a postupne . Pri prvom spôsobe sú drôty pritláčané k sebe izolačnou vrstvou a okolo prúžkovaných vodičov sa špirálovými pohybmi navíja tretí vodič. Aby sa to dosiahlo, jeden koniec prídavného drôtu je držaný prstami a druhý pomocou klieští je ovinutý okolo, pevne komprimuje spojovacie jadrá k sebe. Pri druhom spôsobe sa odizolované žily aplikujú paralelne, ale proti sebe, bez toho, aby dosiahli izoláciu protiľahlého drôtu jeden alebo dva milimetre. Potom pevne zasuňte ďalší vodič.
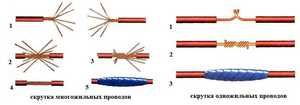
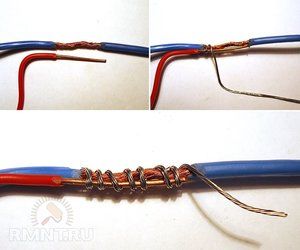
Pletený kábel
 S týmto prepojením existujú malé nuansy. Na zväčšenie kontaktnej plochy sa používajú rovnaké metódy, ale s predbežným oddelením vodičov v každom vodiči. Po odstránení izolácie sú drôty chované v každom drôte az nich sú vytvorené dve až štyri vrkôčiky s rovnakým počtom drôtov v každom drôte. Potom sú naskladané jeden na druhý a drôty sú skrútené po jednom pigtail z každého drôtu. Nakoniec sa získané pigtaily vzájomne prepletú. Takto sa dosiahne správne skrútenie drôtov so silnou mechanickou pevnosťou a nízkym odporom.
S týmto prepojením existujú malé nuansy. Na zväčšenie kontaktnej plochy sa používajú rovnaké metódy, ale s predbežným oddelením vodičov v každom vodiči. Po odstránení izolácie sú drôty chované v každom drôte az nich sú vytvorené dve až štyri vrkôčiky s rovnakým počtom drôtov v každom drôte. Potom sú naskladané jeden na druhý a drôty sú skrútené po jednom pigtail z každého drôtu. Nakoniec sa získané pigtaily vzájomne prepletú. Takto sa dosiahne správne skrútenie drôtov so silnou mechanickou pevnosťou a nízkym odporom.
Počet otáčok, ktoré sa získajú počas prevádzky, by mal byť vyšší ako šesť. Typy vodičov sú nezávislé od použitého materiálu a sú vykonávané rovnako pre hliníkové aj medené drôty. Je dôležité pochopiť, že nie je možné skrútiť rôzne typy vodičov a hliníkový drôt sa môže zlomiť, ak je nadmerne skrútený. Ak je potrebné skrútiť viac ako dva káble, technológia procesu sa nezmení.
Dodatočné technologické operácie
Pretože PUE zakazuje iba krútenie a nie je možné spájať rôzne materiály, proces krútenia by sa mal ukončiť koncovkou alebo spájkou. Na zabezpečenie spoľahlivého pripojenia sa používajú nasledujúce procesné kroky:
- spájkovanie;
- zváranie;
- skrutkové svorky;
- krimpovanie v špeciálnych pružinových zariadeniach;
- krimpovanie.
Spájkovanie a zváranie pri spojení
 Jedinou nevýhodou tejto operácie je zložitosť práce. Spájkovanie bude vyžadovať cín a tavidlo. Pri práci s meďou sa kolofónia používa vo forme taviva, zatiaľ čo vysoko aktívne tavivá obsahujúce kyselinu olejovú a jodid lítny sa používajú pre hliník. Ak na spájkovanie medi postačí pájka s výkonom až 100 W, potom sa hliník privarí pomocou plynového ohrievača, teplota ohrevu by mala byť 400 - 500 stupňov. Spájkou pre meď sa používa olovo-cín. A pre hliník s obsahom zinku .
Jedinou nevýhodou tejto operácie je zložitosť práce. Spájkovanie bude vyžadovať cín a tavidlo. Pri práci s meďou sa kolofónia používa vo forme taviva, zatiaľ čo vysoko aktívne tavivá obsahujúce kyselinu olejovú a jodid lítny sa používajú pre hliník. Ak na spájkovanie medi postačí pájka s výkonom až 100 W, potom sa hliník privarí pomocou plynového ohrievača, teplota ohrevu by mala byť 400 - 500 stupňov. Spájkou pre meď sa používa olovo-cín. A pre hliník s obsahom zinku .
Samotná technológia je jednoduchá, pretože tepelná vodivosť zákruty je väčšia ako spájka, keď sa roztaví, prechádza na spoj a vytvára tenkú vrstvu. Pri spájkovaní nie je povolený veľký prítok spájky, mal by byť rovnomerne rozložený po celom povrchu.
Použitie skrutkovej svorky
Skrutkové svorky vo svojom princípe činnosti zahŕňajú mechanické stlačenie skrútených povrchov pomocou skrutkového spojenia. Na tento účel sa používajú oceľové bloky. Hotové zákruty alebo jednotlivé pramene drôtu sa položia pod oceľovú podložku a stlačia sa zaskrutkovaním. V tomto prípade je svorka vykonaná samotnou podložkou a iba skrutkou. Prvý spôsob je lepší, pretože kontaktná plocha je väčšia.
Samotná svorkovnica vyzerá ako doska na izolátore so skupinou kontaktov. Pomocou svorkových blokov sú spojené medené aj hliníkové drôty rôznych profilov.
Používanie pružinových zariadení
 Umožňujú najrýchlejšie pripojenie bez použitia nástrojov. Široko používané sú terminálové bloky Wago. Sú dostupné nielen v rôznych veľkostiach, ale aj pre rôzne počty pripojených vodičov. S ich pomocou sú spojené jednožilové a lankové drôty rôznych sekcií a typov. Vodiče sa kombinujú jednotlivo aj medzi sebou. Na tento účel majú svorkovnice kontrolnú západku, ktorá umožňuje položiť vodič a po zacvaknutí ho zovrieť. Alebo použite nástroj na klip.
Umožňujú najrýchlejšie pripojenie bez použitia nástrojov. Široko používané sú terminálové bloky Wago. Sú dostupné nielen v rôznych veľkostiach, ale aj pre rôzne počty pripojených vodičov. S ich pomocou sú spojené jednožilové a lankové drôty rôznych sekcií a typov. Vodiče sa kombinujú jednotlivo aj medzi sebou. Na tento účel majú svorkovnice kontrolnú západku, ktorá umožňuje položiť vodič a po zacvaknutí ho zovrieť. Alebo použite nástroj na klip.
Pomocou terminálu Wago môže byť hliník tiež spojený s meďou. Ale na tento účel sa používa špeciálna pasta na zabránenie prístupu vzduchu a lanká sa chovajú v samostatných bunkách.
Krimpovanie pripojených káblov
 V prípade potreby prepojte drôty veľkého prierezu pomocou objímok (objímok). Drôty sa odizolujú a vložia do objímok, potom sa pomocou lisovacích klieští stlačí objímka a zvlní sa drôt. Takéto spojenie sa považuje za spoľahlivé, ale vyžaduje si špecializovaný nástroj.
V prípade potreby prepojte drôty veľkého prierezu pomocou objímok (objímok). Drôty sa odizolujú a vložia do objímok, potom sa pomocou lisovacích klieští stlačí objímka a zvlní sa drôt. Takéto spojenie sa považuje za spoľahlivé, ale vyžaduje si špecializovaný nástroj.
Spojovacie izolačné svorky (OOP) sa tiež považujú za druh krimpovania. Po krútení drôtu sa v závislosti od priemeru na vrchnej časti spojenia priskrutkujú čiapočky, pritlačia kontakt a izolujú sa.
Poslednou poslednou fázou po dokončení pripojenia je jej dôkladné oddelenie. Ako izolátor sa používa dielektrická izolačná páska alebo tepelné potrubie. Izolácia by mala byť o 2 až 3 cm väčšia ako samotná križovatka. Izolácia musí byť vykonaná efektívne, inak existuje možnosť prerušenia medzi vodičmi, čo povedie k skratu.