
 Tyče vyrobené z volfrámu a jeho zliatin sa široko používajú ako elektródy určené na získanie trvalých spojov pomocou zvárania argónom. Používajú sa na vytváranie obzvlášť kritických zostáv, napríklad nádrží pracujúcich pod tlakom. Použitím volfrámových elektród sú zvárané nehrdzavé a zliatiny zliatin.
Tyče vyrobené z volfrámu a jeho zliatin sa široko používajú ako elektródy určené na získanie trvalých spojov pomocou zvárania argónom. Používajú sa na vytváranie obzvlášť kritických zostáv, napríklad nádrží pracujúcich pod tlakom. Použitím volfrámových elektród sú zvárané nehrdzavé a zliatiny zliatin.
Použitie a vlastnosti zvárania
Je potrebné poznamenať, že použitie volfrámových elektród na zabezpečenie stability zváracieho režimu, konštantný zvárací oblúk. Tieto vlastnosti poskytujú vysoko kvalitné zvary. Maximálna účinnosť zvárania s týmito materiálmi je uvedená v ochranných plynoch. Tento typ zvárania sa používa na spájanie materiálov, ako sú molybdén, nikel a niektoré ďalšie.
Nástroj tohto typu je klasifikovaný ako nepotrebný, ale v technologickom procese sa používa súčasne s plniacim drôtom. Volfrámové výrobky sa používajú na spájanie kovov rôzneho zloženia.

Na povrch výrobkov vyrobených z volfrámu a jeho zliatin sa neaplikuje žiadny povlak. Pri tomto postupe privádza zvárač materiál výplne osobitne, spravidla je tiež vyrobený vo forme tyče alebo drôtu.
Zvárací bazén je chránený pred atmosférickým kyslíkom plynom, ktorý ho obklopuje: na tento účel sa používa argón, oxid uhličitý, hélium alebo zo zmesi.
V praxi sa najčastejšie používajú tyče s dĺžkou 175 mm, ale existujú zváracie tyče s kratšou dĺžkou od 50 do 150 mm. Priemer použitých materiálov sa pohybuje od 1 do 8 mm. Požadovaný produkt môžete vybrať pomocou špeciálnych tabuliek.
 Kvalita vykonanej práce predovšetkým zabezpečuje chemické zloženie volfrámovej zliatiny. Počas výroby sa preto do zliatiny zavádzajú prísady nasledujúcich chemikálií: tórium, zirkónium a mnoho ďalších. Tieto prísady zvyšujú odolnosť tyčí proti taveniu a samozrejme zlepšujú kvalitu zvárania.
Kvalita vykonanej práce predovšetkým zabezpečuje chemické zloženie volfrámovej zliatiny. Počas výroby sa preto do zliatiny zavádzajú prísady nasledujúcich chemikálií: tórium, zirkónium a mnoho ďalších. Tieto prísady zvyšujú odolnosť tyčí proti taveniu a samozrejme zlepšujú kvalitu zvárania.
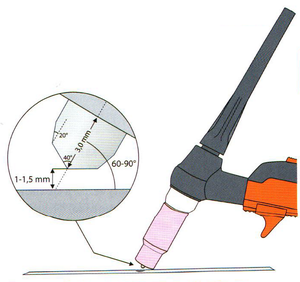
Zvárač musí neustále sledovať stav pracovnej špičky volfrámovej tyče. Ide o nasledujúce: oblúkové práce na povrchu častí závisia od tvaru špičky. Jeho tvar ovplyvňuje kvalitu zvaru, jeho tvar a veľkosť. Preto musí byť špička produktu vždy naostrená. V praxi sa uplatňujú pravidlá a forma zaostrenia, ktoré sú prijateľné pre určité druhy práce.
Tvar zaostrenia je určený značkou výrobku, takže hrot WP by mal byť vyrobený vo forme gule, na WT by mal byť na konci mierny vydutie, ale zváracie tyče značky WC sú nabrúsené pod kužeľom.
Veľkosť spracovania (zaostrenia) konca tyče je určená nasledujúcou formou - jej priemer sa vynásobí 2, 5. To znamená, že výrobok s priemerom 3 mm sa musí spracovať vo vzdialenosti 7, 5 mm. Okrem toho treba mať na pamäti, že v závislosti od zváraných materiálov a sily zváracieho prúdu musia byť uhly ostrenia rôzne. Nedodržanie týchto pokynov môže skrátiť životnosť nástroja.
Ak je hrot nerovnomerne zastrčený, môže to viesť k odchýlke oblúka od daného smeru. Nesprávne zvolená šírka povedie k takej chybe, ako je nedostatočná penetrácia.
Napriek mnohým výhodám týchto výrobkov existuje aspoň jedna významná nevýhoda - je ťažké zapáliť a udržiavať elektrický oblúk.
Na odstránenie tejto nevýhody sa oblúkové zapaľovanie vykonáva v niekoľkých krokoch:
- Vytvorte skrat na tele obrobku.
- Stiahnutie elektródy z obrobku vo vopred stanovenej vzdialenosti.
Na vykonanie tejto operácie sa do miesta zvárania pridáva prísada zirkónia. Táto metóda umožňuje zapáliť kvalitný oblúk.
Označovanie výrobkov
 Rovnako ako väčšina podobných výrobkov, volfrámové elektródy majú klasifikáciu, ktorá sa vykonáva podľa použiteľnosti. Niektoré sa napríklad používajú na prácu s hliníkom a WC na prácu s nehrdzavejúcou oceľou. Aby sa uľahčilo ich rozlíšenie, použije sa na ne farebná lišta.
Rovnako ako väčšina podobných výrobkov, volfrámové elektródy majú klasifikáciu, ktorá sa vykonáva podľa použiteľnosti. Niektoré sa napríklad používajú na prácu s hliníkom a WC na prácu s nehrdzavejúcou oceľou. Aby sa uľahčilo ich rozlíšenie, použije sa na ne farebná lišta.
Na označovanie volfrámových zváracích tyčí sa používa alfanumerické označenie. Okrem toho sú volfrámové elektródy na zváranie argónovým oblúkom označené farbou.
Okrem toho sa na povrch tyčí nanášajú farby zodpovedajúce ich značke. Označenie elektród zahrnuje opis chemického zloženia, ako aj prítomnosť prísad. Označenie obsahuje písmeno W, z ktorého vyplýva, že volfrám je základom chemického zloženia. Množstvo prísad nepresahuje 0, 5% objemu.

Druhé písmeno označuje typ prísady, ktorá sa používa na výrobu volfrámových elektród.
Značka WP je volfrámové elektródy na zváranie hliníka a jeho zliatin. Okrem toho sa na spracovanie horčíka používajú kovové elektródy značky WP. Výrobky so značkou WZ8 obsahujú zirkón. Používajú sa na prácu s bronzom, horčíkom, niklom a ich zliatinami. Výrobky sú schopné pracovať s ťažkými bremenami, na rozdiel od výrobkov iných značiek. Elektródy tejto značky sú označené zelenou farbou.
Elektróda WT20 obsahuje vo svojom chemickom zložení tórium. Výrobky tohto typu sú najbežnejšie, ale zároveň predstavujú určitú hrozbu pre zvárača a pre ľudí pracujúcich vedľa neho. Ide o to, že tento materiál je zdrojom žiarenia. To kladie určité obmedzenia na ich použitie pri výrobe zvárania. Elektródy tejto značky sú označené červenou farbou.
Je potrebné poznamenať, že tyče obsahujúce tórium umožňujú pracovať s takmer akýmkoľvek druhom materiálu, od bežných ocelí po niklové alebo zliatiny molybdénu.
 K univerzálnym elektródam patria tie, ktoré patria do značky WC 20. Cerium je súčasťou chemického zloženia, ktoré umožňuje prácu so striedavým aj konštantným zváracím prúdom. Ďalším rozdielom medzi výrobkami tejto značky je to, že poskytujú stabilné spaľovanie oblúka aj pri malom zdroji energie. Elektródy tejto značky sú označené tmavo modrou farbou.
K univerzálnym elektródam patria tie, ktoré patria do značky WC 20. Cerium je súčasťou chemického zloženia, ktoré umožňuje prácu so striedavým aj konštantným zváracím prúdom. Ďalším rozdielom medzi výrobkami tejto značky je to, že poskytujú stabilné spaľovanie oblúka aj pri malom zdroji energie. Elektródy tejto značky sú označené tmavo modrou farbou.
Inými slovami, volfrámové elektródy, ktorých klasifikácia bola uvedená vyššie, sa môžu použiť pri zváraní akýchkoľvek zliatin.
Zváracie zariadenia
Ak sa na zváranie argónom používa volfrámová elektróda, je potrebná špeciálna súprava zariadenia. Zahŕňa:
- zdroj jednosmerného alebo striedavého prúdu;
- horáky s namontovanou nespotrebiteľnou elektródou;
- nádrže, v ktorých je čerpaný inertný plyn;
- rukávy (hadice) na prívod plynu do pracovného priestoru.
 Elektródy sú vyrobené z volfrámu alebo jeho zlúčenín. Jeho teplota topenia je 3 380 stupňov Celzia, čo umožňuje použitie s takmer všetkými kovmi. Počas prevádzky sa netaví, jediné, čo je potrebné, je ostrenie v súlade s určitými požiadavkami. Elektróda je nainštalovaná v horáku, zatiaľ čo časť elektródy, ktorá sa nezúčastňuje na práci, je chránená krytom. Je to potrebné, aby sa zabránilo skratu na zem.
Elektródy sú vyrobené z volfrámu alebo jeho zlúčenín. Jeho teplota topenia je 3 380 stupňov Celzia, čo umožňuje použitie s takmer všetkými kovmi. Počas prevádzky sa netaví, jediné, čo je potrebné, je ostrenie v súlade s určitými požiadavkami. Elektróda je nainštalovaná v horáku, zatiaľ čo časť elektródy, ktorá sa nezúčastňuje na práci, je chránená krytom. Je to potrebné, aby sa zabránilo skratu na zem.
Na horáku je nainštalované tlačidlo, ktoré dodáva plyn a napätie. Na konci horáka je nainštalovaná keramická dýza. Špička elektródy z nej vychádza. Objímky sú spojené s rukoväťou horáka, cez ktorú sa privádza plyn.
Po stlačení tlačidla zvárač začne dodávka plynu a elektriny. Plyn prichádzajúci z dýzy izoluje zvarenú kúpeľ od účinkov plynov obsiahnutých v atmosfére.
Výhody a nevýhody
 Zváranie volfrámovými elektródami zabezpečuje zváranie bez trosky. V šve nie sú žiadne póry. Zváranie tohto typu vám umožňuje spájať väčšinu známych zliatin a kovov. Okrem toho použitie zvárania tohto typu vám umožňuje vytvárať spojenia so stenami rôznych hrúbok.
Zváranie volfrámovými elektródami zabezpečuje zváranie bez trosky. V šve nie sú žiadne póry. Zváranie tohto typu vám umožňuje spájať väčšinu známych zliatin a kovov. Okrem toho použitie zvárania tohto typu vám umožňuje vytvárať spojenia so stenami rôznych hrúbok.
Zváranie volfrámovými elektródami sa vykonáva bez iskier a rozstreku. Na šve sa nevytvára troska, na rozdiel od elektród potiahnutých povlakom sa nevytvára žiadny dym. Všetky tieto faktory umožňujú zváranie pri vysokej rýchlosti.
Zváranie s takýmto materiálom však znamená, že pred vykonaním práce je potrebné starostlivo vyčistiť povrch častí. V opačnom prípade bude mať výsledný šev určité defekty (nedostatok fúzie, póry atď.).