
- Podmienky pevnosti
- Príprava pracoviska
- Všeobecný postup
- Mäkké spájkovanie vodovodných potrubí
- Tvrdé spájkovanie zlúčenín medi
- Upevnenie pre medené rúry
- Rozdiel medzi spájkou medi a mosadze
 Meď je jedným z najrýchlejšie dostupných kovov, ktorý sa bežne používa v priemysle a systéme bývania a komunálnych služieb. Spájkovanie medených rúr je spojenie pomocou tvaroviek, tvrdým a mäkkým spájkovaním. Táto technológia je známa už od staroveku a dnes je obzvlášť dôležitá - s použitím moderných materiálov na spájkovanie.
Meď je jedným z najrýchlejšie dostupných kovov, ktorý sa bežne používa v priemysle a systéme bývania a komunálnych služieb. Spájkovanie medených rúr je spojenie pomocou tvaroviek, tvrdým a mäkkým spájkovaním. Táto technológia je známa už od staroveku a dnes je obzvlášť dôležitá - s použitím moderných materiálov na spájkovanie.
Podmienky pevnosti
Jednou z podmienok tesnosti a pevnosti spájkovaných výrobkov je zodpovedajúca šírka spájkovaného spoja. Na zaistenie tohto stavu sa používajú špeciálne zariadenia konektory, obojstranne lakte, čiapky, podložky. Meď môže byť spájkovaná:
- mäkké spájky (teplota topenia pod 450 ° C);
- spájkovacie zliatiny (teplota topenia nad 450 ° C).
Druhy spájky používané na medených vodovodných rúrkach:
- 40% olovo / 60% cínu;
- 95% cín-antimón / 5% olova;
- 50% olovo sa používa na linkách zliatiny medi, ktoré by sa nemali používať na pitnú vodu;
- bezolovnatá spájka na potrubia používané na zásobovanie vodou.
Príprava pracoviska
Po príprave pracoviska by ste mali vykonať spájkovanie medených rúrok sami a práca by sa mala začať správnym výberom nástroja na spájkovanie medených rúr a súvisiacich materiálov.
Potrebné nástroje na spájkovanie:
 Medená rezačka.
Medená rezačka.- Kovová kefa.
- Ohýbačka rúrok.
- Brúsne plátno.
- Prilepiť tok.
- Spájka bez olova.
- Rukavice.
- Ochranné okuliare.
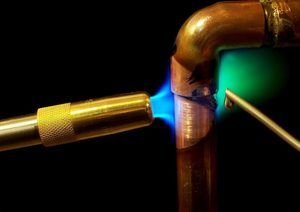
Inštalácia spájkovacích spojov v inštaláciách sa vykonáva pomocou vhodných horákov s propánovým vzduchom alebo acetylénovým kyslíkom. Teplota plameňa v zmesi propán - vzduch je asi 1900 ° C a acetylénový kyslík je asi 3100 stupňov. Vysoká teplota plameňa oxyacetylénu na jednej strane urýchľuje proces zahrievania na teplotu spájkovania, na druhej strane vytvára nebezpečenstvo neprijateľného topenia povrchu rúrky.
Spájkovací nástroj, najmä horák, je kritickým faktorom ovplyvňujúcim kvalitu. Teda aj ohrev so štandardným horákom, napriek veľmi vysokej tepelnej vodivosti medi (411 W / m * K), môže byť obtiažny, najmä na miestach, ktoré neumožňujú pohyb spájkovačky. V takýchto situáciách je oveľa výhodnejšie používať horáky s uzávermi, ktoré rovnomerne zahrievajú spájkovaciu plochu.
Všeobecný postup
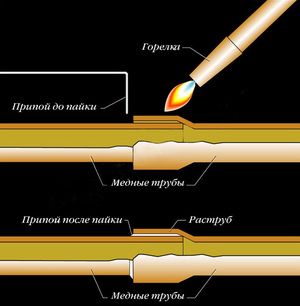
 Pred spájkovaním medených rúrok najprv odrežte presnú dĺžku pomocou horáka alebo pílky. Ak sa použije pílová píla, mala by sa na zaistenie rovnomerného rezu vykonať ryska alebo by sa všetky vnútorné a vonkajšie ostria mali odstrániť pomocou výstružníka alebo iného nástroja s ostrými hranami. Ak trubica nie je okrúhla, musí sa pomocou kalibračného nástroja upraviť na svoju skutočnú veľkosť.
Pred spájkovaním medených rúrok najprv odrežte presnú dĺžku pomocou horáka alebo pílky. Ak sa použije pílová píla, mala by sa na zaistenie rovnomerného rezu vykonať ryska alebo by sa všetky vnútorné a vonkajšie ostria mali odstrániť pomocou výstružníka alebo iného nástroja s ostrými hranami. Ak trubica nie je okrúhla, musí sa pomocou kalibračného nástroja upraviť na svoju skutočnú veľkosť.
Povrchy potrubí musia byť čisté a bez kontaminácie olejom, mazivom alebo oxidom. Môžu sa riadne vyčistiť kefou z nehrdzavejúcej ocele alebo brúsením. Ak je v ňom prítomný tuk, je potrebné ho vyčistiť rozpúšťadlom a tiež odstrániť všetky cudzie častice, napríklad brúsny papier, utretím oblastí suchou handrou. Rozhranie by malo byť veľmi čisté.
Technológia nanášania tavidla zaisťuje rovnomernosť na koncoch rúrok a vnútorných tvaroviek. Zabráni oxidácii medi pri zahriatí, keď je dostatočne horúca na spájkovanie. Nie je potrebné používať veľké množstvo tavidla, pretože to vedie k korózii vo vnútri potrubia.
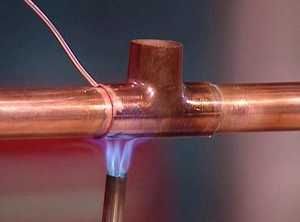
 Všetok prebytočný tok sa odstráni bavlnenou handrou. Nemôžete s ním pracovať holými rukami, pretože jeho chemikálie sú škodlivé pre pokožku. Akonáhle je armatúra alebo rúrka nainštalovaná v obvode, je potrebné začať spájkovať od horného okraja švu, a akonáhle sa začne zahrievať, spájka bude odtekať až po samý koniec škáry. V tomto okamihu musíte držať horák spájkovačky mimo potrubia.
Všetok prebytočný tok sa odstráni bavlnenou handrou. Nemôžete s ním pracovať holými rukami, pretože jeho chemikálie sú škodlivé pre pokožku. Akonáhle je armatúra alebo rúrka nainštalovaná v obvode, je potrebné začať spájkovať od horného okraja švu, a akonáhle sa začne zahrievať, spájka bude odtekať až po samý koniec škáry. V tomto okamihu musíte držať horák spájkovačky mimo potrubia.
Zváranie propánovým horákom je ideálne pre malé úlohy, zatiaľ čo acetylén sa používa pre rúry väčšie ako 3/4 palca. Pred zváraním sa uistite, že vo vnútri potrubia nie je žiadny tlak. Spájkovací proces nie je možné vykonať, ak je v ňom voda. Je potrebné vypustiť vodu a počkať, kým úplne nezaschne. Rúra je pred spájkovaním na oboch stranách zahrievaná pomalým otáčaním horáka okolo spoja, aby sa oheň rovnomerne rozložil, až kým sa spájka nedostane do kontaktu so spojom.
Mosadzné kovanie vyžaduje ďalšie teplo. Plameň sa nastaví na priemernú alebo vysokú hladinu, aby sa dosiahol dostatočný bod topenia. Ak je plameň správne nastavený, horí rôznymi odtieňmi modrej. Extrémne horúce teploty sú za viditeľným plameňom. Vložte koniec tavnej rúrky do armatúry a podoprite konštrukciu, aby sa zabezpečilo správne zarovnanie, kým tvrdá spájkovacia zliatina nestvrdne.
 Potom je šev držaný niekoľko sekúnd (alebo viac), v závislosti od jeho veľkosti. Teraz je domáca zostava pripravená na spájkovanie. Pre väčšinu prác používajúcich kyslík - acetylénové plyny by sa malo používať karburizácia alebo neutrálny plameň, ktorý má zreteľný vnútorný kužeľ.
Potom je šev držaný niekoľko sekúnd (alebo viac), v závislosti od jeho veľkosti. Teraz je domáca zostava pripravená na spájkovanie. Pre väčšinu prác používajúcich kyslík - acetylénové plyny by sa malo používať karburizácia alebo neutrálny plameň, ktorý má zreteľný vnútorný kužeľ.
Musí sa zabrániť oxidačnému plameňu. Prebytočný acetylén odstraňuje povrchové oxidy z medi. V dôsledku nesprávnej oxidačnej baterky bude jasná a nebude matná alebo sčernená.
Spájkovanie horáka vzduch / acetylén je populárnou alternatívou k kyslíku. Prietok palivového plynu nasáva vzduch do zmiešavača, začína sa otáčať, aby sa zlepšilo spaľovanie a zvýšila sa teplota plameňa. Skúmavku začnite ohrievať tak, že najprv použijete horák v bode bezprostredne susediacom s príslušenstvom.
Pred nanesením spájkovacej výplne rozdeľujte plameň striedavo okolo trubice a tvarovky, až kým obe nedosiahnu teplotu spájkovania. Ak sa použije tavidlo, je potrebné skúmavku zohriať, až kým tok neprejde do „bublajúceho“ teplotného rozsahu, režim sa nestane tichým a zliatina je tekutá a priehľadná, podobná čistej vode.
 Až po zahriatí základných kovov na teplotu spájkovania môže technik pridať kovové plnivo. V tomto okamihu môže byť plameň okamžite detekovaný na špičke plniva, aby sa začal proces tavenia. Keď je zliatina pre spájku vtiahnutá do spoja, vždy je potrebné udržiavať ohrievané tvarovky aj rúrky, zatiaľ čo plameň horí cez rúrku a tvarovky. Spájkovacia zliatina bude rozptyľovať a úplne vyplniť všetky oblasti galvanizovaného spoja.
Až po zahriatí základných kovov na teplotu spájkovania môže technik pridať kovové plnivo. V tomto okamihu môže byť plameň okamžite detekovaný na špičke plniva, aby sa začal proces tavenia. Keď je zliatina pre spájku vtiahnutá do spoja, vždy je potrebné udržiavať ohrievané tvarovky aj rúrky, zatiaľ čo plameň horí cez rúrku a tvarovky. Spájkovacia zliatina bude rozptyľovať a úplne vyplniť všetky oblasti galvanizovaného spoja.
Ďalej musíte po naplnení zvarovej zóny prestať privádzať legovanú spájku. Prebytočná spájka nezlepšuje kvalitu alebo spoľahlivosť spájkovania a je odpadovým materiálom. Všetky zvyšky taviva sa musia odstrániť kvôli kontrole a tlakovému testu. Ihneď po inštalácii spájkovacej zliatiny zhasnite a odstráňte všetky zvyšky tavidla. V prípade potreby použite šmirgľovú handričku alebo drôtenú kefu.
Mäkké spájkovanie vodovodných potrubí
Na spájkovanie rúr s priemerom menším ako 28 mm z dôvodu možnosti prehriatia materiálu a poškodenia povrchu rúrky sa na spájkovanie medených rúr používa iba mäkká spájka. Príprava spoja na spájkovanie a mäkké spájkovanie je v podstate rovnaká ako vo všeobecných prípadoch: rezanie rúr, odhrotovanie na okrajoch, rozširovanie koncov rúr (ak nie sú použité žiadne spojky), čistenie povrchu rúrky v mieste pripojenia a použitie tavidla. Olovo-cínové spájky sú najviac odporúčanými spojivami pre mäkké spájkovanie medených rastlín.
Je potrebné poznamenať, že z hygienických dôvodov sa spájka s obsahom kadmia a olova nesmie používať v zariadeniach na pitnú vodu. V tomto prípade sa používajú spájka cínu a medi (S - Sn97Cu3) a cínu a striebra (S - Sn97Ag3). Na spájkovanie mäkkých medených rastlín sa často používajú tavidlá alebo konektory so spájkou na upínanie tavidla. Šmyková pevnosť spájkovaných spojov s mäkkou spájkou obvykle nepresahuje 50 MPa a významne klesá so zvyšujúcou sa teplotou, čo vedie k obmedzeniu použitia mäkkých spájok pre zariadenia pracujúce pri teplotách do 110 ° C.
Ďalej je potrebné použiť spájkovací prúd, ktorý rozpúšťa oxidy z povrchu spájkovaných prvkov a chráni pred oxidáciou počas spájkovania. Mäkké spájkovacie tavivá sú zvyčajne pasta, gél alebo tekutina, ktorá by mala zostať neagresívna po spájkovaní, a v prípade zariadení na pitnú vodu, netoxická, troska, ľahko umývateľná studenou vodou.
Tvrdé spájkovanie zlúčenín medi
 Na spájkovanie pevných medených rastlín sa odporúča použiť spojivo medi a fosforu s prídavkom striebra, ktoré zlepšuje plastické vlastnosti spájky. Odporúčajú sa strieborné spojivá Ag - Cu - Zn alebo Ag - Cu - Zn - Sn. Použitie spájok cínu a fosforu je ekonomické vzhľadom na relatívne nízku cenu v porovnaní so spájkami na striebro. Ďalšou výhodou týchto spájok je eliminácia potreby taviva, pretože fosfor poskytuje redukciu oxidov medi pokrývajúcich spájkovaný kov.
Na spájkovanie pevných medených rastlín sa odporúča použiť spojivo medi a fosforu s prídavkom striebra, ktoré zlepšuje plastické vlastnosti spájky. Odporúčajú sa strieborné spojivá Ag - Cu - Zn alebo Ag - Cu - Zn - Sn. Použitie spájok cínu a fosforu je ekonomické vzhľadom na relatívne nízku cenu v porovnaní so spájkami na striebro. Ďalšou výhodou týchto spájok je eliminácia potreby taviva, pretože fosfor poskytuje redukciu oxidov medi pokrývajúcich spájkovaný kov.
V iných prípadoch by sa tok taviva s vhodnou aktivitou mal použiť pri teplote spájkovania v závislosti od teploty topenia spájky. Spájkovacie tavivá môžu byť vo forme pasty, prášku, suspenzie. Tavivo obsahujúce spájku je tiež dostupné na trhu, buď vo forme povlaku alebo v jadre spájky. Potom nie je potrebné aplikovať ďalší tok na spájkované povrchy.
Pevnosť spájkovaných spájok medi a fosforu je približne 120 MPa a spájok striebra približne 170 MPa, takže je niekoľkokrát vyššia ako pevnosť spojov vyrobených pomocou cínových spájok.
Upevnenie pre medené rúry
Potrubné svorky pevne dosadajú na rúry o stenu, oporný nosník alebo inú konštrukciu. Tieto svorky sú zvyčajne jednoduchá konzola s dvoma otvormi na pripevnenie na tvrdý povrch alebo pružný kovový pás s dierami vyrazenými každých pár centimetrov. Pre akýkoľvek typ svorky sa vyžaduje montáž na stenu alebo nosník.
Existuje niekoľko druhov spojovacích materiálov, z ktorých si môžete vybrať:
- medené rúrkové svorky;
- nechty;
- skrutky a svorníky;
- plastové svorky a upevňovacie prvky;
- alternatívne spojovacie prostriedky.
Takéto rúry obvykle vyžadujú svorky, pretože použitie rovnakého typu kovu zníži stav korózie z nízkych elektrických prúdov vytvorených spojením rôznych kovov. Meď poskytuje flexibilnú svorku, ktorá umožňuje rúrkam expandovať a sťahovať sa za rôznych poveternostných podmienok. Potrubné svorky sa dodávajú v tvare písmena C alebo vo flexibilných medených pásoch so svorkami vyrazenými pozdĺž pruhu. Akýkoľvek typ platí pre medené inštalačné práce.
 Klince sa vkladajú na obidve strany rúrkovej svorky a upevňujú sa na mieste, aby pripevnili príchytku na stenu alebo iný povrch. Sú najvhodnejšie pre drevo, ale môžu byť použité so sadrokartónom a otvorenou vlečkou.
Klince sa vkladajú na obidve strany rúrkovej svorky a upevňujú sa na mieste, aby pripevnili príchytku na stenu alebo iný povrch. Sú najvhodnejšie pre drevo, ale môžu byť použité so sadrokartónom a otvorenou vlečkou.
Je dôležité používať zinkové nechty, aby sa zabránilo korózii hlavy nechtov v priebehu času. Inštalácia hardvéru vyžaduje opatrnosť. Medené rúry sa ľahko ohýbajú a vynechaný úder kladivom ju môže poškodiť. Pred spájkovaním je najlepšie začať s videonávodom, ktorý ukazuje správnu technológiu.
Skrutky a svorníky sú ďalšou možnosťou na pripevnenie svoriek. Skrutky vyžadujú použitie vŕtačky, ale sú oveľa silnejšie ako klince. Skrutky dobre fungujú v dreve, ale môžu byť tiež inštalované do betónu alebo iného tvrdého povrchu. Niektoré rúrkové svorky sú zviazané skrutkami. Skrutky sa zvyčajne dodávajú so svorkami. Je lepšie použiť pozinkované skrutky a svorníky, aby sa znížila pravdepodobnosť, že sa časom korodujú.
S medenými rúrkami môžete použiť plastové spony a spojovacie prvky. Plast nebude korodovať na medenom povrchu a drží tak pevne ako medené svorky. Na pripojenie potrubia k inému povrchu sa používajú aj plastové zipsy. To je užitočné najmä vtedy, keď nie je praktické používať medené rúrkové svorky s klincami alebo skrutkami, napríklad pri spájaní viacerých rúrok. Plastové zipsy prichádzajú v rôznych veľkostiach pre každú aplikáciu.
Rozdiel medzi spájkou medi a mosadze
Spájkovanie je pohodlný nástroj pri opravách inštalatérskych prác v kúpeľni. Spájkovanie nie je rovnakým typom operácie, ale v rôznych prípadoch sú potrebné iné technológie. Najmä spájkovanie mosadzných rúr môže byť komplikovanejšie ako spájkovanie medi, pretože mosadzné tvarovky vyžadujú vyššie teploty.
Základný postup spájania mosadzných alebo medených vodovodných potrubí je v podstate rovnaký, ale veľký rozdiel medzi medenou a mosadznou vodou spočíva v tom, že mosadz vyžaduje pre správnu operáciu spájky oveľa viac tepla. V skutočnosti je potrebné kov zahrievať päť až šesťkrát viac ako meď, aby dosiahol bod, v ktorom sa spájka topí. To bude vyžadovať vyššiu teplotu z horáka, viac času, zahrievanie kovu a zvýšenú pozornosť na správanie sa plameňa zo všetkých strán.
Mosadzné rúry sú trochu nezvyčajné, takže pred začatím spájkovania musíte zaistiť, aby sa tlak vo vnútri spájky nezhromažďoval, ale aby sa voľne odstraňoval do okolia.
Skúsenosti naznačujú, že horáky na propán nie sú dostatočne horúce na to, aby pracovali s mosadzou. Namiesto toho sa pri práci s mosadzou používa špeciálny plyn, čo je zmes metylacetylénu a propadiénu, ktorá dosahuje vyššiu teplotu ako propán. Keď potrebujete inštalovať rúrky, nemusíte šetriť s použitím taviva alebo spájkovacej pasty.