
- Podstata a metódy zvárania
- Elektródová charakteristika
- Vlastnosti zvárania argónovým oblúkom
- Zváracie zariadenia
- Menič
- Výhody a nevýhody
 Tungsten Inert Gas (TIG) je manuálna alebo automatická metóda zvárania elektrickým oblúkom. Pri použití nespotrebiteľnej elektródy v oxide uhličitom alebo ochrannej inertnej elektróde je možné vytvoriť účinnú pracovnú zmes. Táto metóda je stanovená spolu s ďalšími funkciami takmer vo všetkých moderných zváracích strojoch . Najlepším nekonzumovateľným materiálom použitým pri tejto metóde je volfrám, takže skratka často nie je TIG, ale WIG.
Tungsten Inert Gas (TIG) je manuálna alebo automatická metóda zvárania elektrickým oblúkom. Pri použití nespotrebiteľnej elektródy v oxide uhličitom alebo ochrannej inertnej elektróde je možné vytvoriť účinnú pracovnú zmes. Táto metóda je stanovená spolu s ďalšími funkciami takmer vo všetkých moderných zváracích strojoch . Najlepším nekonzumovateľným materiálom použitým pri tejto metóde je volfrám, takže skratka často nie je TIG, ale WIG.
Podstata a metódy zvárania
 Zváranie TIG sa používa na spájanie nehrdzavejúcej, konštrukčnej a uhlíkovej ocele, niklu, titánu, hliníka, medi, kremíka, bronzu, mosadze, rôznych zliatin a iných kovov. Používa sa v tepelnej energetike, chemickom priemysle, potravinárstve, rafinácii ropy a ďalších priemyselných odvetviach.
Zváranie TIG sa používa na spájanie nehrdzavejúcej, konštrukčnej a uhlíkovej ocele, niklu, titánu, hliníka, medi, kremíka, bronzu, mosadze, rôznych zliatin a iných kovov. Používa sa v tepelnej energetike, chemickom priemysle, potravinárstve, rafinácii ropy a ďalších priemyselných odvetviach.
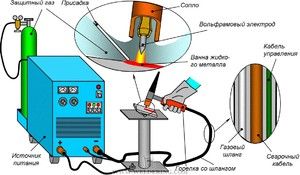
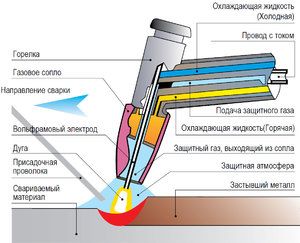
Medzi výrobkom a nespotrebiteľnou elektródou sa vytvára elektrický oblúk, ktorý taví hrany výplňového kovu a zváraného výrobku. Horák privádza plyn do zváracej zóny, ktorá chráni zvarený bazén, čelnú plochu plniaceho drôtu, elektrický oblúk a kryštalizačný šev pred vystavením vzduchu.
Klasifikácia ručného zvárania môže byť reprezentovaná:
- Spôsobom zapálenia oblúka. Oblúk sa zapáli dotykom povrchu zváraného výrobku elektródou alebo sa oblúk uskutoční pomocou výstupných pásov. Je praktickejšie a ľahšie vytvoriť oblúk so špeciálnym blokom - oscilátorom.
- Podľa typu chráneného toku plynu. Plyn musí byť rovnomerne rozptýlený po celej dýze. Toto sa dosahuje laminárnym prúdením alebo v plynovej komore.
- Podľa druhu ochranného plynu. Ako ochranný plyn sa môže použiť argón, hélium, dusík alebo zmes plynov.
- Podľa typu oblúkového výboja. Je možné zvárať kontinuálne horiaci oblúk alebo stlačený oblúk. Pulzné oblúkové zváranie sa používa, keď počas prevádzky oblúk pulzuje s daným pomerom pauzy a impulzu.
- Z technických dôvodov. Zváranie sa vykonáva ponoreným alebo prenikajúcim oblúkom, spárovanými elektródami a lúčom elektród.
- Podľa typu prúdu. Zváranie je priame alebo striedavé.
Zváranie TIG je univerzálna forma spájania širokej škály kovov v akejkoľvek polohe v priestore.
Elektródová charakteristika
Volfrámové elektródy sa používajú na nekonzumovateľné elektródové zváranie. Vyznačujú sa vysokou teplotou topenia a skutočnosťou, že sa nezúčastňujú tvorby zvaru. Takéto značky (GOST 23949–80) sa často používali:
- čistý volfrám;
- s oxidom lantánu;
- s oxidom ytria;
- s oxidom tória.
 Tieto legovacie prvky zlepšujú kvalitu volfrámu a zvyšujú odolnosť proti taveniu. Na rozlíšenie tyčiniek sa používa písmeno a farebné označenie. Písmeno označuje chemické zloženie a nečistoty a farba označuje druhy oxidu, ktoré elektróda obsahuje.
Tieto legovacie prvky zlepšujú kvalitu volfrámu a zvyšujú odolnosť proti taveniu. Na rozlíšenie tyčiniek sa používa písmeno a farebné označenie. Písmeno označuje chemické zloženie a nečistoty a farba označuje druhy oxidu, ktoré elektróda obsahuje.
Výber priemeru elektródy závisí od stupňa volfrámu, typu a veľkosti zváracieho prúdu. Ak zvolíte správny režim zvárania, potom prietok každej tyče pri spaľovaní nepresiahne dva centimetre. Teplota pracovného prostredia môže dosiahnuť 6 tisíc stupňov tepla.
Pri zahrievaní sa nespotrebiteľné elektródy môžu v atmosfére oxidovať, preto je pracovné médium volfrámu chránené plynom. Použitím argónu a hélia sa dosiahne kvalita zvárania. Najpohodlnejšie bude zváranie s priamou polaritou pri konštantnom prúde. V tomto prípade je horák pohodlný a ľahký, takže proces zvárania je jednoduchý.
 Charakteristikou elektród na zváranie TIG je potreba ovládať a pripraviť stav ich hrotu. Tlak oblúka na povrchu a distribúcia energie závisí od toho, čo ovplyvňuje hĺbku a šírku zvaru produktu, ako aj veľkosť a tvar zvaru. Pravidlá zaostrenia závisia od značky samotného spotrebného materiálu a od prevádzkových podmienok zvárania argónovým oblúkom. Špičku elektródy môžete brúsiť pomocou brúsky alebo brúsneho kotúča.
Charakteristikou elektród na zváranie TIG je potreba ovládať a pripraviť stav ich hrotu. Tlak oblúka na povrchu a distribúcia energie závisí od toho, čo ovplyvňuje hĺbku a šírku zvaru produktu, ako aj veľkosť a tvar zvaru. Pravidlá zaostrenia závisia od značky samotného spotrebného materiálu a od prevádzkových podmienok zvárania argónovým oblúkom. Špičku elektródy môžete brúsiť pomocou brúsky alebo brúsneho kotúča.
Vlastnosti zvárania argónovým oblúkom
 Široko sa používa zváranie argónovým oblúkom kvôli jeho vysokej univerzálnosti . Pri zváraní sa používa ako ochranný plyn argón. Zváranie je rozdelené na ručné a automatické zváranie. S jeho pomocou môžete získať švy s hladkou štruktúrou, elegantným vzhľadom a vysokou pevnosťou.
Široko sa používa zváranie argónovým oblúkom kvôli jeho vysokej univerzálnosti . Pri zváraní sa používa ako ochranný plyn argón. Zváranie je rozdelené na ručné a automatické zváranie. S jeho pomocou môžete získať švy s hladkou štruktúrou, elegantným vzhľadom a vysokou pevnosťou.
Hlavným nástrojom je argónový horák: používa sa na kombináciu kovov. Vďaka špeciálnej konštrukcii je volfrámová elektróda pripevnená tak, že koniec jej tyče vyčnieva niekoľko milimetrov nad keramickú dýzu .
Krátky oblúk poskytuje maximálnu hĺbku prieniku produktu. Závisí to od spôsobu dodávania materiálu výplne, od toho, aký presný bude zvar a aká bude jeho šírka. Prísada sa musí vždy nachádzať v ochrannej zóne a tečie pred zváracím horákom.
Zváranie argónovým oblúkom TIG bude úspešné podľa určitých pravidiel:
- Výrobky musia byť pripravené na zváranie - odmastené a vyčistené.
- Na vytvorenie ochranného prostredia pred prácou sa do 10 sekúnd dodáva plynný argón.
- Dĺžka oblúka by mala byť čo najkratšia.
- Je potrebné variť iba v pozdĺžnom smere, bez odchýlok v priečnom smere.
- Ak dôjde k prerušeniu dodávky argónu, musí sa prevádzka zastaviť, pretože elektróda a prísada musia byť chránené.
- Aby sa zabránilo striekaniu kovu, tyč (plniaci drôt) sa podáva hladko.
- Kvalita švu sa považuje za dobrú, ak sa zvárací bazén rozšíri.
- Zváracie práce sú ukončené znížením sily prúdu a vypnutím prívodu plynu po 10 sekundách.
Každý typ zvárania argónovým oblúkom má svoje vlastné charakteristiky, ktoré sú určené použitým zariadením.
Zváracie zariadenia
 Všetky práce v prostredí s ochranným plynom sa vykonávajú pomocou špeciálnych zariadení určených na zváranie argónovým oblúkom TIG alebo zariadení upravených na takúto prácu. Celý súbor zariadení pozostáva z týchto prvkov:
Všetky práce v prostredí s ochranným plynom sa vykonávajú pomocou špeciálnych zariadení určených na zváranie argónovým oblúkom TIG alebo zariadení upravených na takúto prácu. Celý súbor zariadení pozostáva z týchto prvkov:
- Tryska. Je určený na zabezpečenie prevádzky horáka. Je vyrobený z žiaruvzdorného materiálu, pretože teplota zvarového bazénu pri zahrievaní môže dosiahnuť 2000 ° C. Priemer dýzy sa líši v závislosti od typu kovu.
- Horák. Jeho dizajn závisí od spôsobu práce. Ak je horák chladený vodou, bude to kontrolovať prehrievanie elektródy a teplotu zvaru.
- Oscilátor. Použitie tohto zariadenia umožňuje zapálenie oblúka bezkontaktnou metódou. Zachováva sa nielen stabilita elektrického oblúka, ale tiež sa vytvára výboj na prepichnutie oblúkovej medzery.
- Zdroj napätia. K dispozícii sú zváracie invertory aj transformátory. Uprednostňované sú invertorové zariadenia, ktoré vytvárajú rovnaké napätie, čo pozitívne ovplyvňuje kvalitu zvaru.
- Predradník predradníka. Jeho pomocou je regulovaná súčasná sila dodávaná do oblúka. Pomôže vám vybrať najlepšie možnosti pre prácu s rôznymi kovmi.
- Dodatočné príslušenstvo. Takýmto prvkom môže byť zvárací stĺp. Uľahčuje kompletný proces zvárania.
Invertorové zariadenia sa široko používajú v každodennom živote, ľahko sa používajú a majú malé rozmery.
Menič
Moderné zváracie invertory značne uľahčili prácu zváračov a urobili skok v elektrickom zváraní. Podľa najlepších hodnotení používateľov patria medzi tri najlepšie modely:
- Svarog TECH ARC 205 B (Z 203);
- Resanta SAIPA-190MF;
- FUBAG IN 176.
Model Svarog TECH ARC 205 B (Z 203) je jedným z najodolnejších a najspoľahlivejších zariadení na zváranie argónom, ktorý vyrába ruská výrobná spoločnosť. Jeho hlavné vlastnosti:
- vstupné napätie - 187 - 253 V;
- zvárací prúd TIG - 10−200 A;
- druh výstupného prúdu - konštantný;
- výkon - 9 kV * A.
 Účinnosť tohto zariadenia je 85%, má doplnkový spaľovač s dotykovým typom zapaľovania. Model má malé rozmery a váži 8 kg, takže je nevyhnutný pre časté pohyby. Výrobca poskytuje záručnú dobu 5 rokov. Prístroj sa neprehrieva, spotreba elektrickej energie je zanedbateľná.
Účinnosť tohto zariadenia je 85%, má doplnkový spaľovač s dotykovým typom zapaľovania. Model má malé rozmery a váži 8 kg, takže je nevyhnutný pre časté pohyby. Výrobca poskytuje záručnú dobu 5 rokov. Prístroj sa neprehrieva, spotreba elektrickej energie je zanedbateľná.
Zariadenie Resanta SAIPA-190MF je určené pre profesionálnych zváračov. Tieto zariadenia sa vyrábajú v Číne a predáva ich lotyšská spoločnosť Resanta. Toto zariadenie umožňuje variť takmer všetky druhy zvárania. Zvárací prúd v režime TIG je od 10 A do 190 A a doba prepínania je pri maximálnom prúde 70%. Má vysoko kvalitné prieniky a má kov do 10 mm.
Hlavnou nevýhodou tohto modelu sú jeho rozmery a hmotnosť - viac ako 18 kg.
Prístroj FUBAG IN 176 je vyrobený nemeckou spoločnosťou profesionálnych elektrických zariadení. Model sa vyznačuje funkčnosťou, mikroprocesorovým ovládaním, malými rozmermi a hmotnosťou - 4, 5 kg. Toto zariadenie je možné variť v akejkoľvek polohe, čím sa nastavuje zvárací prúd počas prevádzky.
Model má patentovaný dizajn. S ním je ľahké presunúť sa z objektu na objekt a pracovať bez námahy na ťažko prístupných miestach.
Výhody a nevýhody
Zváranie v argóne má oproti iným druhom zvárania niekoľko výhod. Vďaka nim sa tento typ zvárania kovov stal veľmi rozšíreným. Výhody zahŕňajú:
- použitie nízkych prúdov, čo má pozitívny vplyv na prácu vyžadujúcu vysokú presnosť;
- práce sa vykonávajú bez povlakov elektród a tavidiel;
- estetika a vysoká pevnosť zvarov;
- povrchom môžete obnoviť opotrebovanú časť produktu;
- môžu pracovať s kovmi, ktoré sa ťažko zvárajú;
- schopnosť pracovať s masívnymi štruktúrami a malými detailami;
- malé množstvo emitovaných aerosólov;
- neprítomnosť iskier počas prevádzky, čo naznačuje požiarnu bezpečnosť;
- kvalitné rezanie kovov bez odpadu.
Napriek jednoduchosti techniky zvárania a schopnosti dohliadať na celý proces má zváranie v argónovom médiu svoje nevýhody:
- pomerne drahé vybavenie na vykonávanie práce;
- zvárač musí mať vysokú odbornú kvalifikáciu;
- výskyt ultrafialového žiarenia počas prevádzky;
- nízka produktivita práce, najmä pri ručných zariadeniach;
- použitie zvárania s vysokým zosilňovačom vyžaduje ďalšie chladenie;
- pri práci na otvorenom priestranstve musí byť pracovisko chránené pred prievanom.
Prítomnosť nevýhod nemá vplyv na dopyt po tomto modernom spôsobe zvárania.