
- Konštrukcie a odrody
- Príprava nástroja na prácu
- Technologické odporúčania
- Spájkovanie galvanizovaného železa
- Ako spájať nehrdzavejúcu oceľ
- Domáce kladivo na spájkovanie
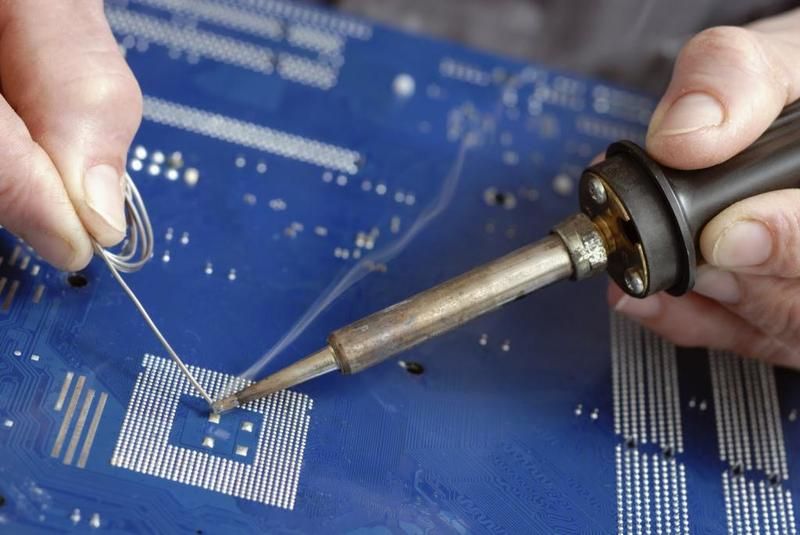
 Pri inštalácii elektrických obvodov a vzájomnom spojení kovových častí sa používa spoľahlivá a overená metóda - spájkovanie. Na spájkovanie kovových častí sa používa spájkovačka. Neskúsení a začínajúci inštalatéri musia vedieť, ako spájkovať pomocou spájkovačky a čo musíte pracovať.
Pri inštalácii elektrických obvodov a vzájomnom spojení kovových častí sa používa spoľahlivá a overená metóda - spájkovanie. Na spájkovanie kovových častí sa používa spájkovačka. Neskúsení a začínajúci inštalatéri musia vedieť, ako spájkovať pomocou spájkovačky a čo musíte pracovať.
Konštrukcie a odrody
Spájkovací proces spočíva v vyplnení priestoru medzi vodičmi roztaveným materiálom, hlavne spájkami pocínovanými olovom. Teplota topenia spájok by mala byť nižšia ako vyhrievaná plocha hrotu. Spájkovačka by mala byť vybraná v závislosti od typu a druhu práce, ktorá sa má vykonať. Spájkovačky sú elektrické a ohrievané otvoreným ohňom.
Vzory a druhy spájkovacích žehličiek:
 S nichrómovým ohrievačom vyrobeným z drôtu navinutého na povrchu izolátora, do ktorého je zasunutý stinger. Takéto nástroje sa zahrievajú pomaly a majú zníženú životnosť.
S nichrómovým ohrievačom vyrobeným z drôtu navinutého na povrchu izolátora, do ktorého je zasunutý stinger. Takéto nástroje sa zahrievajú pomaly a majú zníženú životnosť.- S keramickým ohrievačom, na ktorého svorky sa dodáva elektrický prúd. Takéto spájkovacie žehličky sa vyznačujú zrýchleným zahrievaním a predĺženou životnosťou.
- Pulzné nástroje majú okamžité zahriatie. Zapnú sa stlačením a podržaním tlačidla. Špička sa za 2 až 3 sekundy zahreje na požadovanú teplotu pre prácu so spájkou. Spájkovačka je vyrobená vo forme pištole so špičkou.
- Plynové spájkovačky sa môžu používať samostatne, to je ich hlavná výhoda. Pracovná časť žihadla sa posiela priamo do plameňa horáka, čím dochádza k zahrievaniu.
Na vykonanie určitých typov spájkovacích prác sa elektrické spájkovačky vyberajú elektricky. Na spájkovanie polovodičových prvkov v obvode je potrebný dostatočný výkon od 15 W do 25 - 40 W v závislosti od veľkosti vyhrievaného povrchu elektronickej súčiastky. Niektoré typy spájkovacích žehličiek majú špeciálny účel. Spájkovačky s výkonom 40 W a viac sú vhodné na konzervovanie drôtov. Na pripojenie veľkých kovových plôch sa používajú nástroje s výkonom 65 W, 80 W, 100 W, 150 W, 200 W, 300 W a 500 W. Elektrické spájkovačky sú k dispozícii s rôznym napájacím napätím:
- priemyselné - 380 V;
- domácnosť - 220 V, 36 V, 24 V, 12 V, 6 V;
- špeciálne - 42 V a 110 V, používané v železničnej doprave.
Príprava nástroja na prácu
Aby ste vedeli, ako správne používať spájkovačku, musíte ovládať zručnosti v príprave nástroja na spájkovanie. Prvá vec, ktorá sa má urobiť po zapnutí elektrickej spájkovačky, je pocínovanie pracovnej časti hrotu, čo je valcovitá tyč vyrobená zo zliatiny medi. Žihadlo je spravidla umiestnené vo vnútri ohrievača a je pripevnené špeciálnou skrutkou alebo iným spôsobom pripevnenia, v závislosti od konštrukčných prvkov spájkovačky.
Spracovanie žihadiel
Prvým krokom je venovať pozornosť kvalite pracovnej časti žihadla. Koniec špičky, ktorá sa bežne používa na spájkovanie, musí byť pripravený na použitie. Tvar môže mať formu lopatky alebo naostrenej ihly, v závislosti od typu plánovanej práce.
Na prípravu pracovnej plochy žihadla musíte vykonať nasledujúce kroky:
 Porazte bodnutie kladivom a dajte mu tvar lopatky (skrutkovač). Môžete použiť uhlové zaostrenie, ktoré sa najlepšie používa na spájkovanie väčších prvkov. Zvýšením pracovnej plochy sa teplo lepšie prenáša.
Porazte bodnutie kladivom a dajte mu tvar lopatky (skrutkovač). Môžete použiť uhlové zaostrenie, ktoré sa najlepšie používa na spájkovanie väčších prvkov. Zvýšením pracovnej plochy sa teplo lepšie prenáša.- Pri spájkovaní malých prvkov (polovodičové rádiokomponenty, tenké montážne drôty) sa odporúča zaostriť okraj v tvare ostrého kužeľa. Časti, ktoré sa obávajú prehriatia, sú tak vystavené menšiemu teplu. Chráni ich to pred zlyhaním a umožní náradiu pracovať dlhšie.
- Kužeľovité brúsenie možno použiť na výkonnejších spájkovačkách na prácu s veľkými vodičmi.
Na prípravu pracovnej časti žihadla sa používa kladivo, pilník alebo pilník, brúsny papier, spájka a tavidlo. Po spracovaní prvku kladivom je potrebné dať mu požadovaný tvar pomocou pilníka alebo pilníka a potom brúsiť brúsnym papierom.
Metódy konzervovania
Ďalším dôležitým bodom je pocínovanie konca špičky, ktoré bráni rýchlemu opotrebeniu a korózii. Na konzervovanie sa môžu použiť tavidlá alebo borovicová kolofónia. Je potrebné zabrániť prehriatiu spájkovačky, pretože to sťažuje uskutočňovanie pocínovania. Pri prvom zapnutí spájkovačky sa môže objaviť dym, ktorého príčinou sú zvyčajne látky používané pri výrobe nástroja.
Pre ďalšiu prevádzku zariadenia je dôležité vedieť, čo potrebujete na spájkovanie pomocou spájkovačky. V prvom rade je potrebné konzervovanie. Vykonáva sa dvoma spôsobmi.

Podľa prvej metódy na konzervovanie potrebujete:
- zohrejte bodnutie na optimálnu teplotu;
- jeho koniec ponorte do kolofónie;
- pájku spájajte špičkou žihadla, až kým sa neobjaví lesk.
Druhá metóda zahŕňa nasledujúce kroky:
- Handry je potrebné navlhčiť roztokom chloridu zinočnatého a očistiť bodnutím.
- Potom je potrebné roztavenú spájku rozdrviť rovnomerne na povrch žihadla kúskom stolovej soli.
Na konzervovanie sa môžu použiť rôzne tavivá a spájkovacie tuky (spájkovací tuk). Na spájkovanie drôtov pomocou spájkovačky musíte pripraviť samotný nástroj, spájkovacie tavivá alebo kolofónia, pomocné zariadenia (stojan na spájkovačku, kliešte, nožnice na drôty, pinzety, špongia na čistenie hrotu).
Technologické odporúčania
Dodržujte techniku spájkovania. Pred spájkovaním drôtov musia byť najskôr očistené od izolácie. Potom skontrolujte vyčistený povrch. V závislosti od značky drôtu sa na ňom môže nachádzať aj lak. Ak bola izolácia z drôtov odstránená dlho pred spájkovaním, môže sa tvoriť oxid. Oxidované filmy a laky možno odstrániť dvoma spôsobmi:
- Mechanické, s použitím jemnozrnného brúsneho papiera. Táto metóda je použiteľná pre drôty s jedným jadrom s veľkým priemerom. Pramene tenkých drôtov sa neodporúčajú odizolovať týmto spôsobom, pretože môžu byť odrezané.
- Chemická metóda sa používa pre tenké lanká, ale je pre inštalatéra škodlivejšia, pretože toxické rozpúšťadlá sú vdychované vzduchom do pľúc. Lakový povlak možno odstrániť bez predchádzajúceho čistenia kyselinou acetylsalicylovou (aspirín). Na tabletu sa vloží drôt a opatrne sa zahrieva spájkovacou žehličkou. Teplota a kyselina odstraňujú lak z povrchu drôtu.
Pri práci so smaltovanými drôtmi môžete použiť špeciálny tok, ktorý zničí povlak a vytvorí film, ktorý chráni pred stykom so vzduchom. Takýto tok sa nazýva aktívny. Po spájkovaní sa musí odstrániť vlhkou handrou alebo špongiou.
Ak potrebujete spájkovať drôt na kovovú plošinu (napríklad uzemnenie), musí sa najprv pocínovať. Povrch, na ktorý bude spájkovaný, musí byť očistený od lesku a odmastený. Potom sa aplikuje tavidlo a položia sa kúsky spájky. Miesto sa opatrne zahreje, potom sa naň nanesie drôt.
Na kvalitatívne spájkovanie drôtu na správne miesto je potrebné postupovať podľa technológie spájkovania. Na tento účel sa spájka POS-60 používa v kombinácii s kolofóniou alebo špeciálnymi tavivami, pretože pri spájkovaní jej dodáva tekutosť a plasticitu a tiež chráni povrch pred interakciou s kyslíkom.
Spájkujte drôty pomocou dobre zahriatej spájkovacej žehličky tak, aby jej teplota postačovala na roztavenie spájky. Odizolovaný drôt sa spustí do kolofónie roztavenej spájkou. Po predtým zozbieranej spájke je potrebné niekoľkokrát na exponovaný drôt vykonať bodnutie, po ktorom sa už pocínovaný vodič môže na požadovanom mieste spájkovať. Z dôvodu pohodlia môžete použiť zariadenie „z tretej ruky“. S ním je pripevnený vodič, ku ktorému bude drôt pripájkovaný.
Spájkovanie galvanizovaného železa
Pri výrobe výrobkov z galvanizovanej uhlíkovej ocele sú tieto výrobky často potiahnuté zinkom metódou horúceho ponorenia. Aby sa získal lesklý oceľový povrch, do kúpeľa sa pridá 1% olova, cínu a hliníka. Oceľové plechy sú tiež potiahnuté zinkom galvanickým spôsobom.
Preto je ťažké spájkovať galvanizované železo  je potrebné mať špeciálne aktívne tavivá pozostávajúce z koncentrovanej kyseliny chlorovodíkovej a roztoku chloridu zinočnatého a amónneho, ako aj tavidlá na báze chloridu zinočnatého a amónneho s prídavkom chloridu cínu. Cín-olovené spájky v kombinácii s tavivom majú dobrú tekutosť a poskytujú zlúčeniny vysokej pevnosti.
je potrebné mať špeciálne aktívne tavivá pozostávajúce z koncentrovanej kyseliny chlorovodíkovej a roztoku chloridu zinočnatého a amónneho, ako aj tavidlá na báze chloridu zinočnatého a amónneho s prídavkom chloridu cínu. Cín-olovené spájky v kombinácii s tavivom majú dobrú tekutosť a poskytujú zlúčeniny vysokej pevnosti.
Na spájkovaný povrch sa nanáša predovšetkým tavidlo, po ktorom je pozorovaná expozícia. To je nevyhnutné, aby reakcia prešla. Na spájkovanie musíte mať veľkú spájkovačku s vysokou prevádzkovou teplotou. Pred spájkovaním vodičov musíte najprv zbrúsiť povrch spojenia a po spájkovaní je potrebné odstrániť zvyšky tavidla.
Ako spájať nehrdzavejúcu oceľ
Zváranie nehrdzavejúcej ocele je časovo náročný proces. Vyrába sa pri teplote 500 až 700 stupňov Celzia pomocou spájky (tinol). Spájka z nehrdzavejúcej ocele je vybraná na základe podmienok spájkovania a zloženia ocele. Zliatina neobsahuje viac ako 25% chrómu a 25% niklu, takéto kompozície poskytujú veľmi silné zlúčeniny. Ako tavidlo sa používa borax, ktorý sa nanáša na povrch vo forme pasty alebo prášku. Po roztavení bóraxu sa kov zahrieva a stáva sa jasne červenou farbou, potom sa do týchto zlúčenín zavedie spájka.

Po spájkovaní sa zvyšný tok odstráni otryskaním vodou alebo pieskom. Použitie kyseliny dusičnej a kyseliny chlorovodíkovej je mimoriadne nežiaduce, pretože pri jej ničení môže nastať reakcia spájky a kovu.
Domáce kladivo na spájkovanie
 Doma si môžete vyrobiť silnú spájku na spájkovanie masívnych kovových prvkov. Takáto spájkovačka má vysokú tepelnú kapacitu, ktorá poskytuje dostatočnú teplotu na vykonanie potrebných prác.
Doma si môžete vyrobiť silnú spájku na spájkovanie masívnych kovových prvkov. Takáto spájkovačka má vysokú tepelnú kapacitu, ktorá poskytuje dostatočnú teplotu na vykonanie potrebných prác.
Aby ste vytvorili bodnutie, musíte nitovať masívnu medenú tyč alebo hrubú tyč. Bude potrebné brúsiť ho pomocou súboru, aby ste získali zreteľné hrany a hrany. Uhol by mal byť medzi 30 a 45 stupňami. Ako držiak môžete použiť oceľovú tyč alebo platňu, ktorá bude pripevnená k spájkovacej špičke. Môžete si tiež vyrobiť pero a pripevniť ho na spájku.