
 Hlavným materiálom v stavebníctve, vo výrobe strojov, mechanizmov, nástrojov a zbraní je oceľ. Rozsiahle použitie ocele 95 × 18, ktorej vlastnosti sa počas výrobného procesu zlepšujú, je spôsobené jej zvýšenou pevnosťou a odolnosťou proti opotrebeniu. Nerezová oceľ tejto značky má zastarané označenie EI229 a 95 × 18, používa sa rovnakým spôsobom.
Hlavným materiálom v stavebníctve, vo výrobe strojov, mechanizmov, nástrojov a zbraní je oceľ. Rozsiahle použitie ocele 95 × 18, ktorej vlastnosti sa počas výrobného procesu zlepšujú, je spôsobené jej zvýšenou pevnosťou a odolnosťou proti opotrebeniu. Nerezová oceľ tejto značky má zastarané označenie EI229 a 95 × 18, používa sa rovnakým spôsobom.
Popis ocele
Zodpovedajúce kovové sochory a ich časti, zbrane a rezné predmety sú vyrobené z odolného, tvárného kovu, ktorý spĺňa požadované indexy viskozity. Vo výrobnom procese sa chemické zložky berú do úvahy v zložení materiálu a potom, keď sa zahrievajú, dostanú špecifikované vlastnosti a vlastnosti.
Zliatina 95 × 18
 Kov patrí do bežnej triedy nehrdzavejúcich ocelí so zvýšenou pevnosťou a nízkym opotrebením. Používa sa na výrobu pevných a trvanlivých obrobkov, napríklad centrálne zaťažených náprav, rôznych puzdier, ložísk. Zliatiny boli vyvinuté, sú označené pridaním písmena w (95 × 18 ka) na konci, v dekódovaní sa uvádza, že ložisková oceľ má súbor potrebných vlastností.
Kov patrí do bežnej triedy nehrdzavejúcich ocelí so zvýšenou pevnosťou a nízkym opotrebením. Používa sa na výrobu pevných a trvanlivých obrobkov, napríklad centrálne zaťažených náprav, rôznych puzdier, ložísk. Zliatiny boli vyvinuté, sú označené pridaním písmena w (95 × 18 ka) na konci, v dekódovaní sa uvádza, že ložisková oceľ má súbor potrebných vlastností.
Vysoko kvalitné a odolné nože sú vyrobené z ocele 95 × 18, niekedy sa v nožiarskom priemysle pomenuje 98 × 18, je to však iný materiál. Ocel 95 × 13, na rozdiel od požadovanej značky, má 0, 96% uhlíka, 13% chrómu a nazýva sa vysoko uhlíková oceľ.
Chemické zloženie nožovej ocele bolo nedávno patentované, ale vďaka svojej vysokej účinnosti pri prevádzke sa stáva populárnou v metalurgickom priemysle a v zbrojárskom priemysle. Pri výrobe sa vyžaduje súlad s jemnosťou technológie, pretože v dôsledku rozmarnosti materiálu sa ľahko vyhorí alebo sa nastaví nesprávny čas žíhania.
Zloženie zložiek v zliatine ocele
Výroba predmetov tejto značky zapojených do experimentálnych workshopov, viac ako jeden rok pôsobiacich v oblasti zbraní a nožov. Účinná výroba kovaných častí a prírezov priamo závisí od chemického zloženia, ktoré zahŕňa:
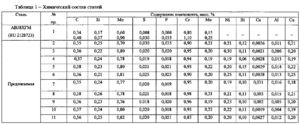 chróm v pomere k objemu v množstve 16, 9 - 18, 9%;
chróm v pomere k objemu v množstve 16, 9 - 18, 9%;- index kremíka by nemal prekročiť 0, 8%, horčík je obsiahnutý v podobnom pomere;
- titán v množstve väčšom ako 0, 21% je škodlivý a kazí kvalitu zliatiny;
- fosfor, ako aj síra, by nemali prekročiť 0, 03 až 0, 32% celkovej hmotnosti;
- mangán a nikel sa zavádzajú v množstve nepresahujúcom 0, 6%.
Chróm v zliatine hrá špeciálnu úlohu, dodáva materiálu odolnosť proti korózii a hrdzi povrchovej vrstvy. Ideálny je výsledný materiál s nízkym obsahom kyslíka a vodíka v kovu. To vylučuje produkt alebo počiatočný obrobok z výskytu jemnej siete trhlín.
V dôsledku kovania sa kovová štruktúra zhutní, medzery medzi kryštálmi v mriežke sa stlačia a počet prázdnych dutín sa zníži. To vám umožní zvýšiť tvárnosť kovu, tekutosť, ale bez ovplyvnenia pevnosti v ťahu.
Indikátory a charakteristiky kovu
 Z dôvodu vysokej odolnosti voči rozvoju korózneho procesu sa oceľ používa na výrobu prvkov, ktoré pri práci v konštrukcii vnímajú hlavné zaťaženia pôsobiace pod vplyvom deštruktívneho média vo forme agresívnej atmosféry alebo indikátorov vysokej teploty.
Z dôvodu vysokej odolnosti voči rozvoju korózneho procesu sa oceľ používa na výrobu prvkov, ktoré pri práci v konštrukcii vnímajú hlavné zaťaženia pôsobiace pod vplyvom deštruktívneho média vo forme agresívnej atmosféry alebo indikátorov vysokej teploty.
Na predaj na stavebnom trhu je oceľ 95 × 18 vo forme tyče s lešteným, kalibrovaným, tvarovaným bočným povrchom. Ďalšou formou predaja je pás, výkovok alebo výkovky určitej veľkosti špecifikované v katalógu.
Mechanické vlastnosti
 Kvalita materiálu je výrazne ovplyvnená včasnosťou žíhania a temperovania, porušenie technológie vedie k objaveniu negatívnych ukazovateľov v postprodukčnom teste . Počas tvrdenia sa ocel martenzitickej triedy vytvrdzuje, čo vedie k tvorbe štruktúrneho tvaru leburitu s prítomnosťou malého počtu karbidov, ktoré sa po ochladení morfologicky líšia medzi sebou:
Kvalita materiálu je výrazne ovplyvnená včasnosťou žíhania a temperovania, porušenie technológie vedie k objaveniu negatívnych ukazovateľov v postprodukčnom teste . Počas tvrdenia sa ocel martenzitickej triedy vytvrdzuje, čo vedie k tvorbe štruktúrneho tvaru leburitu s prítomnosťou malého počtu karbidov, ktoré sa po ochladení morfologicky líšia medzi sebou:
- primárne karbidy sa vyznačujú podlhovastým tvarom pozdĺž valcovacej alebo kovacej línie, ich vzhľad je zaznamenaný po prechode kvapalnou fázou;
- počas chladenia sa na okrajoch av hrúbke austenických zŕn zisťujú malé karbidy sekundárneho poriadku.
Proces kalenia zvyšuje množstvo austenitu na maximum, zatiaľ čo materiál získava maximálnu pevnosť, jeho výkon je v rozmedzí 58 - 59 N. R. Zahrievanie na 1050 ° C dáva oceli zvýšenú pevnosť. Aby sa dosiahol ukazovateľ pevnosti 26 HR, musí sa zliatina zahriať na 1250 ° C.
Technické vlastnosti 95 × 18 v konečnej podobe vyzerajú takto:
 merná hmotnosť materiálu je 7, 75 t (váži teda 1 m³ ocele);
merná hmotnosť materiálu je 7, 75 t (váži teda 1 m³ ocele);- indikátory tvrdosti sú v rozsahu od 230 do 245 MPa;
- tepelná vodivosť ocele má hodnotu 24, 5 wattov;
- hustota 7, 74 x 103 kg na meter kubický;
- merné teplo sa stanoví indexom 0, 484 x 103 j (merané pri 20 ° C);
- merný odpor ukazuje 0, 685 x 106 Ohmov.
Materiálové vlastnosti
Proces legovania zliatiny sa uskutočňuje v hospodárnom režime a nevyžaduje vysoké náklady. Napriek ideálnym podmienkam technologických procesov a výsledným vlastnostiam sa neodporúča vyrábať zložité konštrukčné diely z ocele 95 × 18 z dôvodu niektorých faktorov:
 po zahriatí sa na povrchu materiálu objaví zhrubnutie zŕn a tvorba nových;
po zahriatí sa na povrchu materiálu objaví zhrubnutie zŕn a tvorba nových;- následné tepelné spracovanie neumožňuje ich úplné odstránenie z dôvodu zanedbateľného počtu polymorfných procesov;
- kov si zachováva požadované vlastnosti iba do -40 ° C, ďalšie zníženie vedie k zhoršeniu kvality;
- v dôsledku nedostatočného počtu rovín zapojených do procesu kĺzania počas kovania za studena je materiál ťažko tvarovateľný.
Kľúčové ukazovatele výkonnosti
 Práca v metalurgickom priemysle a vyžaduje súlad so stanovenými technologickými parametrami a štandardizovanými technikami, ktoré zodpovedajú vyvinutým a schváleným GOSTom na ruskom území. Metóda vystužovania alebo valcovania východiskového materiálu sa úspešne používa na výrobu ocele 95 × 18. Dôležitá je vysoká teplota a pomalé chladenie.
Práca v metalurgickom priemysle a vyžaduje súlad so stanovenými technologickými parametrami a štandardizovanými technikami, ktoré zodpovedajú vyvinutým a schváleným GOSTom na ruskom území. Metóda vystužovania alebo valcovania východiskového materiálu sa úspešne používa na výrobu ocele 95 × 18. Dôležitá je vysoká teplota a pomalé chladenie.
Kov sa deformuje pri indexoch od 905 ° C do 1125 ° C, nasleduje postupné ochladzovanie alebo udržiavanie teploty 750 až 760 ° C na určitý čas a potom zníženie stupňa zahrievania. Kalenie sa uskutočňuje v olejových kúpeľoch pri teplote 1 000 - 1050 ° C, ukazovatele 210 - 3 400 ° C sú charakteristické pre popúšťanie, zvýšenie posledných parametrov vedie k zníženiu odolnosti proti korózii, pretože sa zvyšuje koncentrácia karbidov.
Aby sa zvýšili protikorózne vlastnosti a ich fixácia, do chladiaceho kúpeľa sa pridáva soľ, roztok by mal byť tri percentá. Žíhanie sa uskutočňuje pri teplote 890 - 920 ° C. Pri spracovaní kovu, ktorého profil prierezu je menší ako 70 cm, sa použije rekryštalizácia, jeho koniec je pozvoľné temperovanie. Spracovanie za studena sa uskutočňuje pri teplote 75 - 85 ° C, kuje sa pri teplote 1190 - 2000 ° C, praktizuje sa postupné zvyšovanie teploty na 847 - 850 ° C a starnutie pri teplote 755 ° C.
Zlepšenie prospešných vlastností
 Na zvýšenie odolnosti ocele proti korózii a pevnosti, zníženie schopnosti vytvárať na povrchu veľké zrná sa do zliatiny zavádzajú prvky, ktoré ovplyvňujú tvorbu karbidov a mikroskopické dávky céru . Tento prvok patrí do kategórie aktívnych povrchových komponentov a ďalej znižuje veľkosť zŕn výslednej ocele. Zavádza sa starostlivo upravená dopingová norma, pretože jej narušenie najmenším množstvom nepredvídateľným spôsobom zmení materiálne vlastnosti.
Na zvýšenie odolnosti ocele proti korózii a pevnosti, zníženie schopnosti vytvárať na povrchu veľké zrná sa do zliatiny zavádzajú prvky, ktoré ovplyvňujú tvorbu karbidov a mikroskopické dávky céru . Tento prvok patrí do kategórie aktívnych povrchových komponentov a ďalej znižuje veľkosť zŕn výslednej ocele. Zavádza sa starostlivo upravená dopingová norma, pretože jej narušenie najmenším množstvom nepredvídateľným spôsobom zmení materiálne vlastnosti.
Aby sa znížilo praskanie a krehkosť kovu pri spracovaní plastov za studena, zavádzajú sa tieto nečistoty:
- uhlík a dusík sa používajú na zvýšenie indexu pevnosti, zatiaľ čo ich celková koncentrácia v hmote by mala byť ≤ 0, 01%, to tiež ovplyvňuje výkonnosť a trvanlivosť zváraných spojov z chrómovej ocele;
- krehkosť kovu počas kovania za studena klesá so zavedením fosforu, kremíka, kyslíka, síry, mangánu do zliatiny.
Zvýšenie čistoty feritických zliatin pridaním chrómu vedie k zvýšeniu presnosti pri použití kovu pri výrobe súčiastok a obrobkov a pri tavení. Vo feritických zlúčeninách existuje riziko poškodenia zlúčenín kryštálovej mriežky koróziou. Aby sa tomu zabránilo, zavádzajú sa ďalšie prísady titánu a nióbu za predpokladu, že sa udržiava požadovaná koncentrácia uhlíka a dusíka.
Feritické ocele sa pri zmene parametrov tepelného spracovania stávajú krehkými, čo sa pri správnom sekundárnom vystavení teplote úspešne zvráti. Aby sa zabránilo prasklinám a prasklinám na povrchu ocele, vyžaduje sa kombinácia deoxidačných produktov so silikátovými inklúziami. Pomáha to pri legovaní kremíkom, ktorý na povrchu vytvára určitý druh filmu a zabraňuje vzniku korózie v jamkách.
Oceľ 95 × 18 sa často používa vo výrobkoch a obrobkoch, ktoré nie sú po pripojení zvárané. Mechanické zaťaženie sa volí podľa kvality noža, pretože krehkosť materiálu vedie k deštrukcii okraja so značným úsilím, napríklad nárazom.
Na testovanie tvrdosti sa používa metóda Rockwell, ktorá spočíva v meraní hĺbky materiálu pevnej špičky meracieho zariadenia po aplikácii štandardného zaťaženia pre všetky prípady. Typicky je hodnota 60, 100, 150 KGS. Táto metóda je bežná, pretože sa týka najúčinnejších meraní.
Divízia ocele
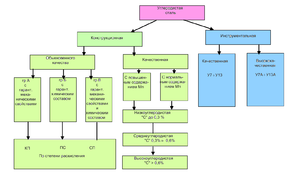 Uhlíkové ocele sa získavajú kombináciou železa s uhlíkom, koncentrácia druhej zložky je na úrovni 2%. Okrem uhlíka sa do zliatiny pridávajú síra, kremík, horčík a fosfor. Nevýhody uhlíkovej ocele sú:
Uhlíkové ocele sa získavajú kombináciou železa s uhlíkom, koncentrácia druhej zložky je na úrovni 2%. Okrem uhlíka sa do zliatiny pridávajú síra, kremík, horčík a fosfor. Nevýhody uhlíkovej ocele sú:
- tvárnosť klesá so zvyšujúcou sa pevnosťou materiálu;
- použitie ocele pri vysokých teplotách vedie k strate tvrdosti a pevnosti, zväčšeniu veľkosti;
- v konštrukčných častiach je pevnosť kompenzovaná zvýšením hmotnosti, čo zvyšuje pridanú hodnotu.
Do legovaných ocelí počas tavenia sa pridáva chemikália. prvkami na zlepšenie pracovných vlastností, môže to byť chróm, vanád, nikel, molybdén, volfrám, kremík, mangán a ďalšie. Hotové legované ocele sa delia do skupín:
- nízkolegované zmesi obsahujú až 2, 5% nečistôt;
- stredne legované zliatiny sa líšia v množstve prísad od 2, 5 do 10%;
- vysoko legované kompozície obsahujú viac ako 10% nečistôt z celkovej hmotnosti.
Vysoko legované zliatiny vykazujú vynikajúci výkon, vďaka použitému kovu sa šetrí, zvyšuje sa produktivita výroby súčiastok.
Steel 95Kh6M3F3ST je často zamieňaný so zliatinou 95 × 18, recenzie hovoria, že táto zliatina nie je analóg. Materiál s takýmto dekódovaním písmen sa v strojárskom priemysle používa ako vysokorýchlostné ocele, nože na oddeľovanie roztaveného skla, časti odolné proti opotrebovaniu so zvýšenou tepelnou odolnosťou.
Pred dvoma rokmi som si kúpil obyčajný nôž od predajcu, ktorý neustále predáva nože, sekačky a fínčinu. Pri kúpe som sa dozvedel, že nôž bol vyrobený z ocele 95 × 18, a tak som začal pozorovať proces otupenia. Musím povedať, že po naostrení zostane taký produkt ostrý asi dva mesiace pri dennej príprave a krájaní výrobkov pre veľkú rodinu.
Anatoly, moskevský regiónKúpil som sekáčik na mäso, pracujem ako mäsiar. Samovoľne som pokazil nôž, pretože som ho neustále používal na rezanie kostí, kde som zároveň kladivo poklepával čepeľou na kladivo pre úspešné rezanie. Ale brúska sundala poškodenú hranu, sekáčik bol užší, ale funguje to dobre, teraz sa o to trochu starám.
Dmitry, SerpukhovKúpil som oceľ 95 × 18 na inštaláciu vo forme čepele v strúhadle na sekanie kapusty. Stačí na jeseň bez ostrenia, pripravujeme sudy na uskladnenie v pivnici, ak to vezmeme veľké, potom spracujeme asi 300 kg kapusty, som spokojný, všetko sa hodí, oceľ je dobrá.
Sergey Petrovich, Gus-Khrustalny